Manufacturing Processes: Unit I: Metal Casting Processes
Two mark Questions and Answers
Metal Casting Processes | Manufacturing Processes
Two mark Questions and Answers: Metal Casting Processes - Manufacturing Processes
TWO MARK QUESTIONS AND ANSWERS 1. What is mean by low pressure die casting? Low pressure (LP) die casting systems are uses the pressure levels of around 0.7 to 1 bar to feed the molten metal into the mould. In this system, the mould is located above the sprue and metal flows 'up' the sprue and into the runner system and the casting cavity. The liquid metal moves under constant pressure until the molten metal solidifies in the die cavity. 2. Write any two applications of low pressure die casting. (a) LP die casting is mainly used to produce aluminum alloy and magnesium alloy parts, such as automobile hub in the automobile industry, cylinder block, cylinder head, piston, missile shell, impeller, wind guide wheel and other castings with complex shape and high-quality requirements. (b) It can also be applied to small copper alloy castings, such as pipe fittings, faucets in bathrooms, etc. 3. Briefly discuss the different types of low pressure die casting systems. LP systems generally fall into the following three categories: (a) Unsealed LP system: In this systems, the metal is transferred from a furnace using a pump. An example of this is the Cosworth process, where an electromagnetic pump is used to lift the metal up and into the mould. (b) Sealed LP system: This systems uses a furnace that can be sealed and pressurized. In this furnace, one or more hollow tubes connect to the top of the furnace and extend down into the molten metal. A mould is placed on top of the furnace, the melt in the furnace is pressured and the molten metal is forced up through hollow tubes into the mould. (c) Vacuum-assisted LP system: Vacuum-assisted LP systems are similar to the sealed LP systems, except that a vacuum is applied to the casting prior to/at the same time as pressurization of the melt. 4. Write any two advantages and limitations of low pressure die casting. Advantages: 1. Metal quality is also high because the molten metal used for casting comes from the middle of the furnace; oxides and inclusions tend to settle to the bottom or rise to the surface. 2. Excellent control of process parameters which can be obtained with a high degree of automation 3. Good metallurgical quality due to a slow, non-turbulent filling and controlled solidification dynamics which results in good mechanical and metallurgical properties of the castings, including low porosity. 4. The castings made are of high quality with very less defects. Limitations: 1. LP systems require specialized machines i.e. an integral melting furnace capable of being sealed and pressurized must be present. 2. It has a slower cycle due to the low pressure. Therefore, the number of parts manufactured per unit time is low. 3. Equipment and maintenance costs are high. 4. It is unsuitable for making thin-walled parts (less than 3 mm). 5. Compare low pressure and high pressure die casting processes. 6. Define tilt pouring. Tilt pouring, also known as tilt casting, is one variation of the gravity die-casting. Tilt pouring is a process with the unique feature of transferring the liquid metal into a mould by simple mechanical means under the action of gravity, yet without surface turbulence. 7. What is the main goal of tilt pouring? The goal of tilt pouring is to reduce porosity and inclusions by limiting turbulence. It therefore has the potential to produce very high quality castings. 8. Briefly explain the process of tilt pouring. In tilt pour casting process, the molten metal is poured into a mould by tilting the mould. This tilting of the machine is performed at the controlled speed so the metal enters the mould cavity at the controlled speed and with the minimum air intake that results in the inner casting purity. In this process, once the metal is poured into the pouring cups, the mold is slowly rotated to the vertical position. Under gravity, the metal slowly fills the mold cavity at a constant rate. Solidification starts as soon as the metal enters the mould. 9. What is the main difference between traditional tilt pouring and reverse tilt pouring? In traditional tilt-pouring the mould parting line is perpendicular to the floor during the solidification phase, while in reverse tilting the parting line is parallel to the floor. 10. Write any two applications of tilt pouring. (a) This process is used for casting materials with a high propensity to oxidation and foaming, such as aluminum gravity die casting, and aluminum-bearing copper alloys, in particular brass gravity die casting. (b) Industrial applications that benefit from tilt pour permanent mold casting include: air cylinders, base castings, cold plates, couplings, compressor bodies, differential housings, gear box housings, pistons, suspension components, valve bodies, hydraulic cylinders etc. 11. Write any two advantages and limitations of tilt pouring. Advantages: 1. Homogeneous casting structure is possible. 2. Repeatability of process parameters is possible. 3. It can produce castings with improved surface finish. 4. Tighter tolerances are achieved than conventional sand castings. 5. Metal yield is better as the wastage of metal is minimal. Disadvantages: 1. Size of the part produced is limited to usually less than 10 ko 2. It is not possible to produce complex shaped parts.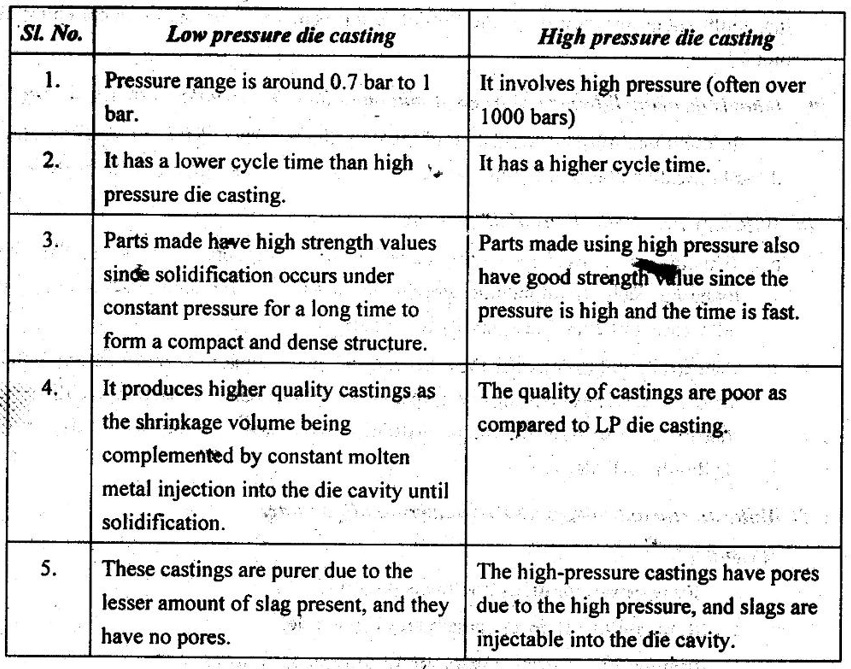
Manufacturing Processes: Unit I: Metal Casting Processes : Tag: : Metal Casting Processes | Manufacturing Processes - Two mark Questions and Answers
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation