Manufacturing Technology: Unit V: Programming of CNC Machine Tools
fixed cycle or canned cycles
Programming of CNC Machine Tools - Manufacturing Technology
The repetitive program (and machining) sequence is called a cycle. Cycles are classified into two principal groups,
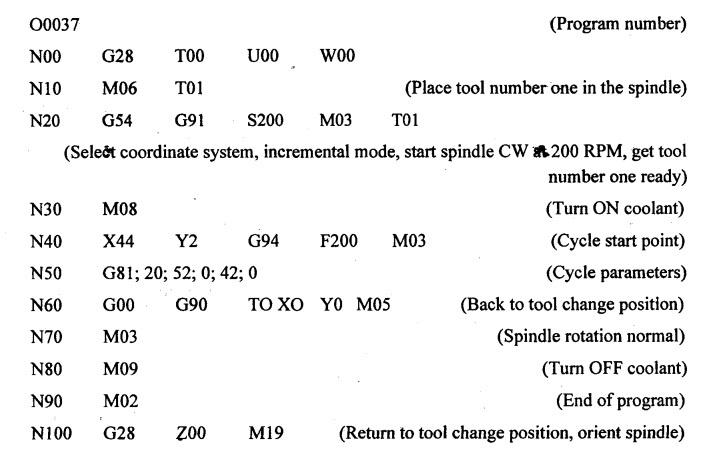
FIXED CYCLE OR CANNED CYCLES The repetitive program (and machining) sequence is called a cycle. Cycles are classified into two principal groups, (a) Canned cycles or fixed cycles, and (b) User-defined cycles (sub-routines). Canned cycles are an inbuilt feature of the NC system. A Canned cycle is a combination of machine movements that performs any one particular machining function such as drilling, turning, milling, boring, tapping etc. All manufacturing operations consist of a number of motions, for example, rapid approach, entering into the material at a preset feed rate and retracting of the cutting tool, etc. Canned cycle provides the sequence of fixed motions as a built-in aspect in the machine control unit. A control with canned cycles may be costly but there is a definite advantage to recur this cost. The usage of canned cycles makes easier programming for threading, drilling holes and other repetitive machining tasks. The word 'R' is applicable only in the cycle mode. These cycles remain in force till it is cancelled by the word G80. The preparatory functions for canned cycle are: (i) G81 to G89 are used for canned cycles (ii) G80 is used for cancelling the canned cycle. By programming one cycle code number, as many as seven distinct movements may occur. These seven movements are arranged in the sequence of order of the machining operation. For the roughing cycle, using G81 the following parameters should be given as input. G81; Total cut depth; Total cut length; Cut per pass; Length to pull-in; Length to pull-out; Rapid in; End of the block. If the same operation is to be carried out at a number of positions, only the coordinates of various positions need to be specified in subsequent programming blocks. In the complete cycle, all the positioning moves automatically take place at ‘Rapid position'. Figure 5.58 illustrates an example for thread cutting canned cycle: In this example, canned cycle block consists of the following data: The advantages of writing a part program with these structures are: (a) It reduces the length of the part program. (b) Time required is less to develop the program. (c) It is easy to locate the fault in the part program. (d) There is no need to write the same instructions again and again in the (e) Less memory is required in the control unit. Problem 5.15 program. Prepare a program by considering Canned cycle for manufacturing the given component shown in Figure 5.59 in a CNC machine. Solution: Problem 5.16 Prepare a part program for manufacturing the given component shown in Figure 5:60 in a CNC machine using thread cutting canned cycle. Solution: It is assumed that 2 mm is left for undercutting to avoid the interference of the tool with the machined surface during thread cutting and included angle of thread is 60°. So, the effective thread length is 33 mm.
1. Part Program for Turning Process using Canned Cycle

2. Part Program for Thread Cutting Process using Canned Cycle



Manufacturing Technology: Unit V: Programming of CNC Machine Tools : Tag: : Programming of CNC Machine Tools - Manufacturing Technology - fixed cycle or canned cycles
Related Topics
Related Subjects

Manufacturing Technology
ME3493 4th semester Mechanical Dept | 2021 Regulation | 4th Semester Mechanical Dept 2021 Regulation