Engineering Physics: Unit III: c. Lasers
Basic Applications of Laser in Industry
Material processing, Laser welding, Soldering, Advantages, Applications
Material processing involves cutting, welding, drilling and surface treatment.
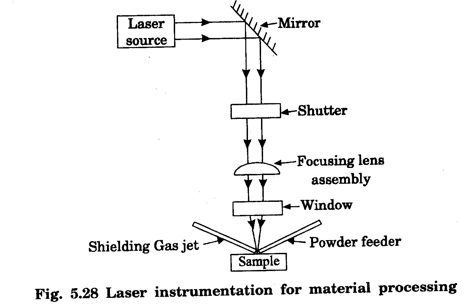
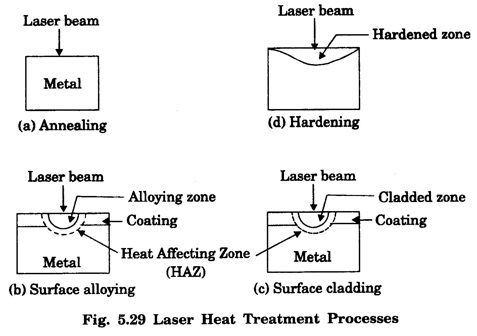
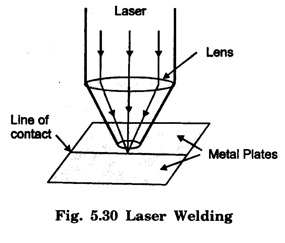
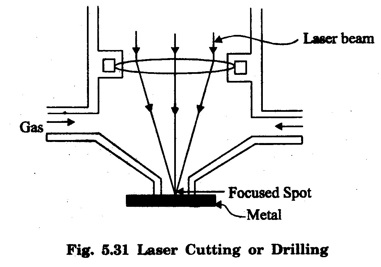
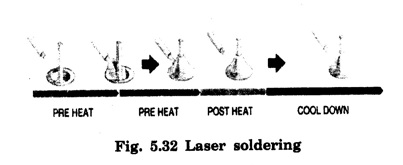
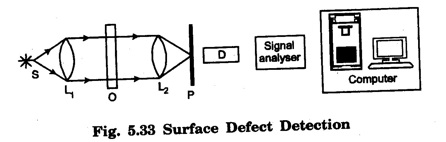
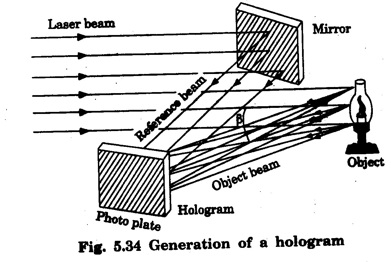
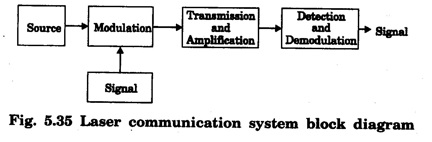
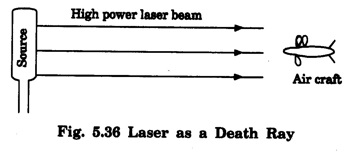
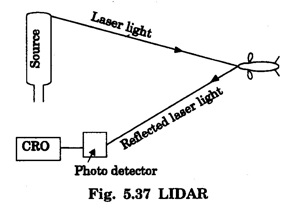
BASIC APPLICATIONS OF LASER IN INDUSTRY Material processing involves cutting, welding, drilling and surface treatment. When the material is exposed to laser light, then light energy is converted into heat energy. Due to heating effect, the material is heated then melted and vapourised. A laser setup used for material process, such as surface treatment, welding, cutting and drilling is shown in fig 5.28. The light output from the laser source is incident on a plane mirror. After reflection, the laser light passes through a shutter to control its intensity. There is a focusing lens assembly to get a fine beam. Further, there are shielding gas jet and powder feeder. The shielding gas is used (i) to remove the molten material and help in vaporisation (ii) to provide cooling effect. For different materials, different gases are used. The powder feeder is used to spray the metal powder on the substrate for alloying or cladding. The different types of laser heat treatment processes are shown in fig. 5.29. In annealing, there is no separate heat affected zone and melting takes place over few picometer thickness. In hardening process, there is a heat affected zone in the form of hemisphere. Laser alloying involves the controlled melting of a work piece surface to a desired depth using laser. The powdered alloying element is added simultaneously with heating in small time intervals (0.1 to 10 seconds). In this process, a laser beam melts a very thin layer of work piece. This thin layer mixes with the liquid cladding alloy and form metallurgical bonding between the cladding and subtrate. • Heat treatment of metals using laser radiation is very fast. • Compared to other methods of heating, lasers are able to localise thermal treatment even to spots inaccessible by other methods. Welding is joining of two or more metal pieces into a single unit. For welding of two metal plates, the metal plates are held in contact at their edges and laser beam is allowed to move along the line of contact of the plates. The laser beam heats the edges of the two plates to their melting points. Metals fuse together where they are in contact. (Fig. 5.30) • It is a contact - less process and hence, there is no possibility of impurities into joint. • The heat affected zone is relatively small because of the small spot size of laser beam. • Laser welding can be done even with very small pieces without any difficultly. • The welding is done at very high rates. (faster) • Any dissimilar metals can be welded. The principle of laser cutting is the vaporization of the material at point of focus of the laser beam. The laser cutting setup is shown in fig. 5.31. When laser beam is incident on the material, due to heating effect the material is melted and vapourised at the point of incidence. The vaporized material is removed with the help of a gas jet. The gas jet is also used to cool the adjacent edges of the cut metal. • Laser cutting can be done at room temperature and pressure without preheating and vacuum condition. • The microstructure of surrounding layers are not affected since heat affected zone is very narrow. • Higher cutting speed can be achieved. • The laser cutting has improved edge quality. The surface quality is maintained in the original condition since there is no bead formation due to scattering of molten material. It is a process in which two or more metals are joined together by melting and putting a filler metal (solder) into the joint, the filler metal having a lower melting point than the adjoining metal. • Laser soldering, the newest soldering method. It is a process in which selectively heats solder by means of laser irradiation to form a bond between two parts. Laser soldering is a technique where a precisely focused laser beam provides controlled heating of the solder alloy leading to a fast and non-destructive of an electrical joint. The process uses a controlled laser beam to transfer energy to a soldering location. The absorbed energy heats the solder until it reaches its melting temperature leading to the soldering of the contact and this completely eliminates any mechanical contact. Laser soldering is a technique where a 30 - 50 W laser is used to melt and solder an electrical connection joint. Diode laser systems based on semiconductor junctions are used for this purpose. The wavelengths are typically 808 nm through 980 nm. The beam is delivered via an optical fiber to the workpiece, with fiber diameters 800 μ m and smaller. Since the beam out of the end of the fiber diverges rapidly, lenses are used to create a suitable spot size on the workpiece at a suitable working distance. A wire feeder is used to supply solder. Both lead - tin and silver - tin material can be soldered. 1. The laser illuminates the soldering point. (Fig. 5.32) 2. The illuminated area emits heat (surface heat emission). 3. The heat transfers into the surrounding area and is raised to the melting temperature. 4. Solder is supplied. Three main types of lasers are found suitable for soldering process. They are • Carbon dioxide laser (gas laser) • Nd:YAG laser (a solid state laser) • Semiconductor Laser (diode laser). In contrast to other conventional soldering techniques, laser soldering offers a lot of advantages. They include • Localized / selective heat input and ideal for heat sensitive components. • High precision - spot sizes in the order of 100s of microns • Fast control of heat input (laser on / off) • It reduces intermetallic compound formation and produce high quality joint. • It also has low maintenance The primary application for laser soldering is laser soldering of circuit boards in the electronics industry. High intensity laser beam is used to study the surface defects in materials such as ICs, aircrafts, etc. The laser beam reflected from the surface of the material under investigation. The laser light is also directly obtained from the source as a reference are used to produce interference between the two laser beams. Information about the material is obtained by forming the interference pattern. Fig. 5.33 shows the experimental arrangement to study surface defects in materials. A high intensity laser beam from the source S falls on the converging lens L1. The lens L1 focuses the laser beam on the object O. The optical diffraction pattern of the image is focused on the photographic plate (P) or photodiode (D). The photodiode senses the light and converts the light energy into electrical signals. Using the signal analyser along with the necessary software, the image of the defect is obtained. Thus surface defects in materials can be studied. In most of the material processing applications, the following lasers are used (a) High Power CO2 - laser with continuous waves or pulsed waves. (b) Nd - YAG laser. One of the most important applications of the laser in the production of three dimensional images of an object in a process called holography. In conventional photography a negative is made first and using it a positive print is produced later. The positive print is only a two dimensional record of light intensity received from a three dimensional object. It contains information about the square of the amplitude of the light wave that produce the image but information about the phase of the light wave is not recorded and is lost. In 1947 Dennis Gabor the English physicist developed a new technique of photographing objects. He called this technique wavefront construction. According to this technique both the phase and intensity components of the wave are recorded and when viewed the photograph shows a three dimensional image of the object. This technique is named holography. Gabor was awarded in 1971 the Nobel prize in physics for this invention. Fig. 5.34 explains the principle of holography. A weak but broad beam of laser light is split into two beams namely a reference beam and object beam. The reference beam is allowed to reach the photographic plate directly while the object beam illuminates the object. The part of the light scattered by the object travels towards the photographic plate and interferes with the reference beam and produces an interference pattern on the photo graphic plate. The photographic plate carrying the interference pattern is called a hologram. Holos means complete in Greek and "gramma” means writing. Thus a hologram means complete recording. Like any ordinary photographic plate, a hologram is developed, fixed and stored. 1. Since laser beam has enormous bandwidth and it permits 10 million telephone conversation or 8000 TV programmes simultaneously. 2. Narrow angular spread and directionality of laser beam makes it a very useful tool for communications with satellites and rockets to the moon and other planes i.e., inter planetary communications. 3. Since the laser light is not absorbed by water, it is possible to establish underwater communication between sub-marines. 4. Fibre Guides: The optical fibers are increasingly used in communications, where these are termed as fibre guide. (Fig. 5.35) Here laser light is used as a source. Since large quantity of coherent energy can be concentrated at a point with laser it finds applications in defence. 1. Death Ray: Since laser beam is highly energetic, a powerful laser beam is used to destroy very big objects like aircrafts, missiles etc. in a few seconds by directing the laser beam on the objects. For this reason it is called as death ray of war weapon. (Fig. 5.36) 2. Laser Gun: In a laser gun a highly convergent beam is focussed on the enemy at a short range, which can vapourise the governing part of the weapon system or sensitive part of enemy body. 3. LIDAR: Laser beam can exactly determine the size, form, distance, velocity and direction of any distant objects (enemy plane, miscible, etc.) by receiving the reflected laser beam on a cathode screen as in RADARS (Radio Detection And Ranging). In the case of RADAR, radio waves are used. But if laser is used, it is called LIDAR (Laser RADAR) i.e., Light (laser) Detection And Ranging (Fig. 5.37). 4. Laser can be used for automatically guiding rocket and satellites. 5. Laser can be used for forecasting earthquakes. 6. Computer print outs are done with laser printers. Laser can be used to • accelerate some chemical reactions. • create new chemical compounds by destroying atomic bonds between molecule. • drill minute holes in cell walls without damaging the cell itself. • carry out minute microsurgical operations within cells.Material processing
Laser instrumentation for material processing
Laser Annealing
Laser hardening
Laser surface alloying
Laser cladding
Advantages
Laser welding
Advantages
Laser cutting (or) Drilling
Advantages
Soldering
Laser Soldering
Principle
Working
Laser Soldering Process
Types of lasers used in soldering
Advantages of laser soldering:
Applications
Surface Defect Detection
Types of laser for material processing
Laser Application in Holography
Applications of Laser in Communication
Applications of Laser in Engineering
Chemical applications
Biological applications
Engineering Physics: Unit III: c. Lasers : Tag: : Material processing, Laser welding, Soldering, Advantages, Applications - Basic Applications of Laser in Industry
Related Topics
Related Subjects
Engineering Physics
PH3151 1st semester | 2021 Regulation | 1st Semester Common to all Dept 2021 Regulation