Manufacturing Processes: Unit III: Bulk Deformation Processes
Typical Forging Operations
This process is also called hot heading. In this operation, the metal is heated at one end and it is rest on the anvil and heavy blow is applied on the other end by using a hammer.
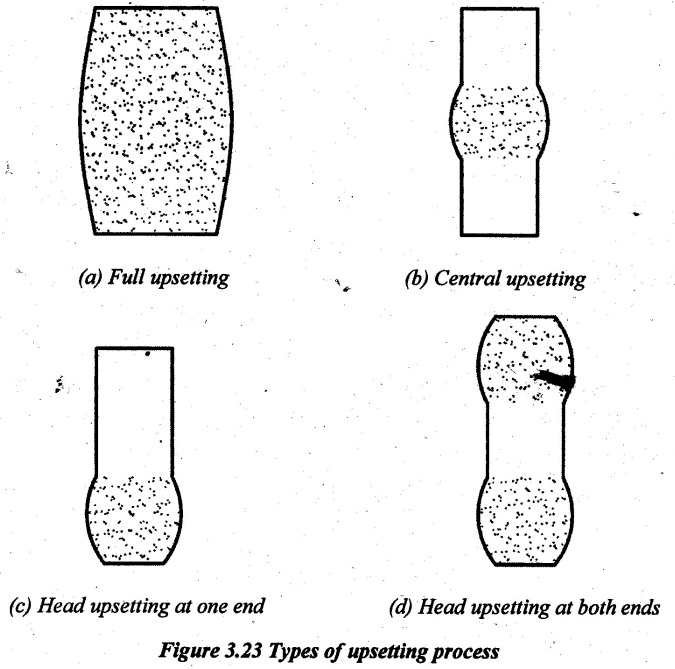
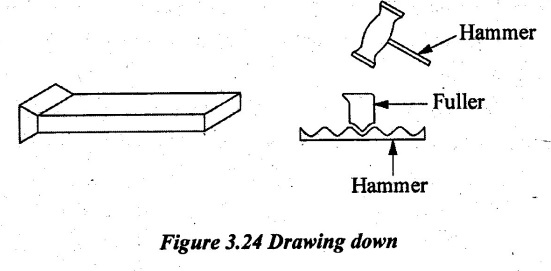
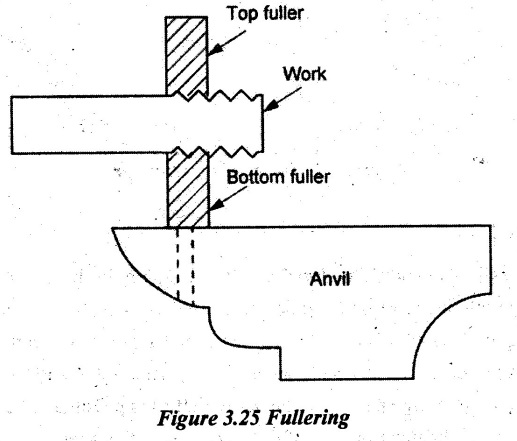
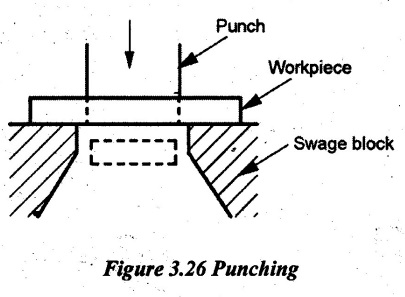
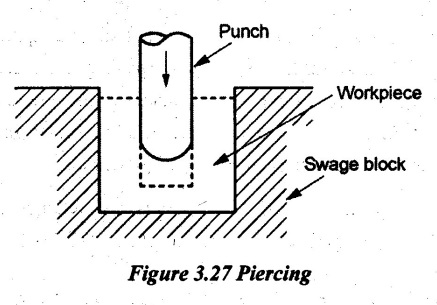
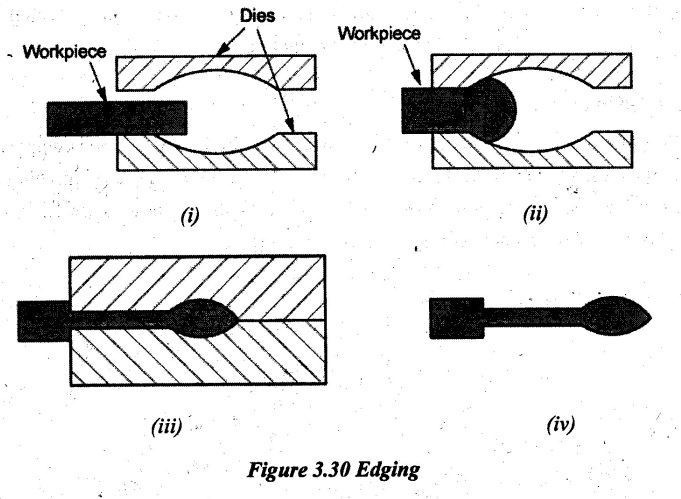
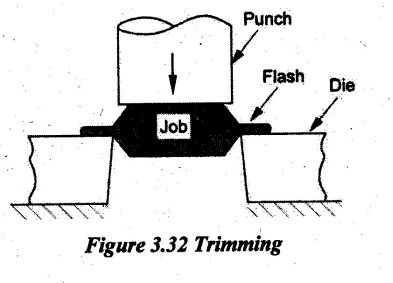
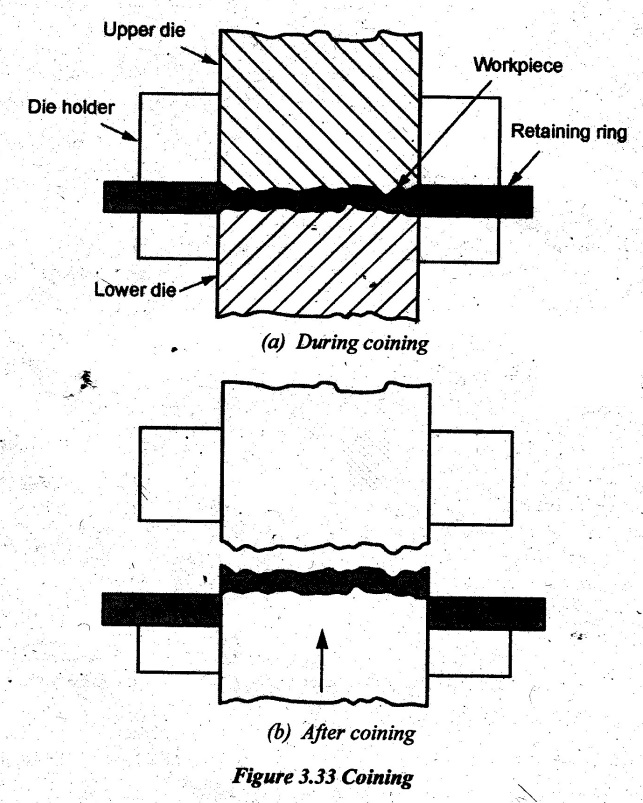
TYPICAL FORGING OPERATIONS This process is also called hot heading. In this operation, the metal is heated at one end and it is rest on the anvil and heavy blow is applied on the other end by using a hammer. So, this force will increase the cross sectional area and decrease the length. This operation of increasing cross-sectional area of a bar by decreasing its length is known as upsetting. The equipment used in this operation is called upsetter. Upsetting may of the following types: (a) Full upsetting: When heating is done at both end of the workpiece and then pressure is applied at both ends is called full upsetting. Refer Figure 3.23 (a). (b) Central upsetting: When heating is done at the centre of the workpiece and then pressure is applied at the central position is called central upsetting shown in Figure 3.23 (b). (c) Head upsetting: When heating is done at one end of workpiece and pressure is applied at one end is called head upsetting shown in Figures 3.23 (c) and (d). This process is also known as drawing out or cogging. In this process, the length of the metal increases with the corresponding decrease in its cross-sectional area. First, the metal is heated to a required length. The portion which is not required to draw may be cold state. Then, the bar is placed on the anvil to draw the bar by using fuller and hammer. It is exactly a reverse process of upsetting operation. The desired effect is possible to be obtained by the use of either the peen of a hammer or a set of fullers or a pair of swages. Fullering is used to reduce the cross-sectional area of a portion of the stock. It is used as an earlier step to help in the distribution of metal of the work in preparation for further forging operation. In this operation, the main target is to increase the width along with a slight change in length of the workpiece by applying pressure on it. This operation should always be started at the centre part of stock. The metal flow is outward and away from the centre of the fuller. To do this operation, the bottom fuller is kept in angle hole of the anvil with the heated stock over the fuller as shown in Figure 3.25. The top fuller is then kept above the workpiece and then with the sledge hammer and the force is applied on the top fuller. Punching is defined as a process of making a hole in a given job. In this operation, stock of bar is placed on the pritchel hole of the anvil or over a correct hole of swages block and then a punch in hot condition is used for producing the hole. External pressure on punch is given by hammering. If a small hole is to be produced, the second stage of the operation called drifting can be performed by placing the work on the anvil face. Punching by using die is usually followed by drifting. In this operation, drift as a tool is made to pass through the punched hole to produce a finished hole of a required size. Drift is also a large sized punch. Making a blind or through holes with the help of a punch in the metal is known as piercing. Piercing may be followed by punching to produce a hole in the part. Piercing is also performed to produce hollow regions in forgings using a single acting auxiliary equipment. Piercing force depends on the punches cross sectional area, tip geometry, strength and friction of the material. It is an important operation in forging and frequently used. Shapes such as angles, ovals and circular rings etc. can be done by this method. In this process, the workpiece is heated and bent as desired as shown in Figure 3.28. Initially, the workpiece is heated in the appropriate portion. Then, the workpiece is placed over the anvil and the force is applied through the hammer. Bending of bars and flats are done in a smithy shop for making a right angle bend that the particular portion of stock is heated and jumped on the outer surface. So, it provides an extra material at that particular place which compensates for the elongation of the outer surface due to hammering during bending. After bending, the outside bulging is finished by means of a flatter but the inside one by means of a set hammer. For mass production of bending, jigs and fixtures are used. Swaging is a forging operation that is used to reduce or increase the diameter of tubes and/or rods. It is done by placing the tube or rod inside a die that applies compressive force by hammering radially. It can be further expanded by placing a mandrel inside the tube and applying radial compressive forces on the outer diameter. Thus, the inner diameter can be a different shape, for example a hexagon and the outer is still circular one. Screwdriver blades and soldering iron tips are typical examples of swaged products. In die-closing swaging machines, die movements are obtained through reciprocating motion of wedges. In radial forging, workpiece rotates while dies remain in a fixed orientation as they hammer the workpiece. Edging is used to shape the ends of the bars and gather the metal. The process is called "edging" because it is usually carried out on the ends of the workpiece. In this process, the metal is manipulated into the desired shape by striking it between two dies. In this process, the material is concentrated using a concave shaped open-dies. The metal flow is confined in the horizontal direction but it is free to flow laterally to fill the die. Various steps in edging operation are shown in Figure 3.30. Flattering is used to flat the stock using a flat hammer. Fullering leaves a corrugated surface on the job. Even after a workpiece is forged into the shape with a hammer, the marks of the hammer remains on the upper surface of the job. To remove hammer marks and corrugation in order to obtain a smooth surface on the job, a flatter or set hammer is used. Setting down is a process of local thinning down effected by a set hammer. The work is usually fullered at the place where the settings down commence. Cutting is a process in which a metal rod or plate cut out into two pieces with the help of chisel and hammer when the metal is in red hot condition. Trimming is a cutting operation to remove flash from workpiece in impression die forging. It is usually done while the work is still hot. So, a separate trimming press is included at the forging station. Figure 3.32 illustrates the trimming operation (shearing process) to remove the flash after impression-die forging. Coining is the process of squeezing the metal inside a confined closed set of dies. Figure 3.33 shows the coining operation where the metal is squeezed to flow into spaces of die surface. This process is used to produce coins, medals, metal buttons, jewelry and decorative items. High pressure (up to 6 times material strength) is necessary to produce fine details. Joining two workpieces by forging operation is called forge welding. In this process, the workpieces are heated and cleaned thoroughly before going to the weld and the force is applied to the workpieces by hammer blows to join together.1. Upsetting
2. Drawing Down
3. Fullering
4. Punching and Drifting
5. Piercing
6. Bending

7. Swaging

8. Edging
9. Flattering and Setting Down

10. Cutting
11. Trimming
12. Coining
13. Forge Welding
Manufacturing Processes: Unit III: Bulk Deformation Processes : Tag: : - Typical Forging Operations
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation