Manufacturing Processes: Unit III: Bulk Deformation Processes
Types of Rolling Mills
Rolling mill consists of rolls, bearings to support the rolls, gear box, motor, speed control devices, hydraulic systems etc.
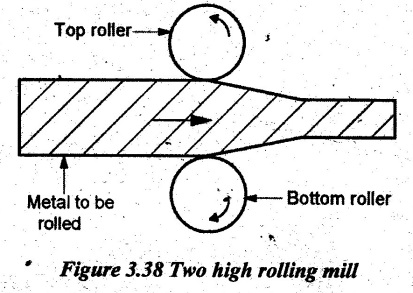
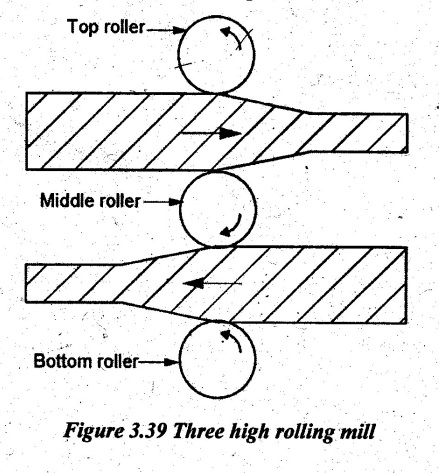
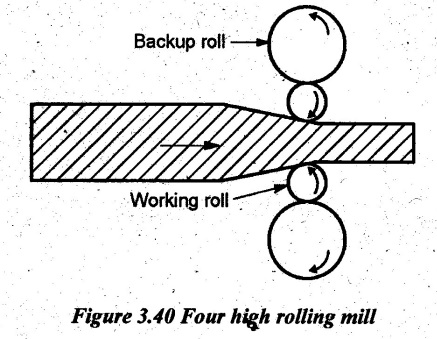
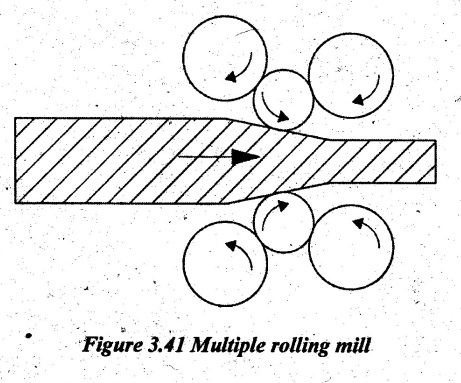
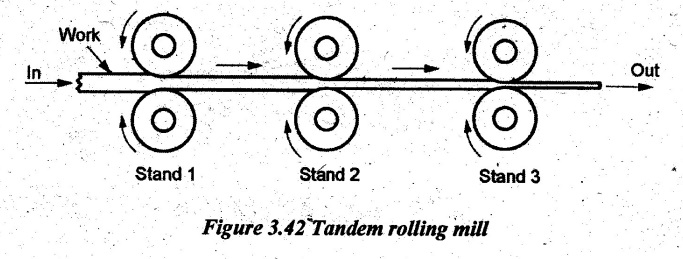
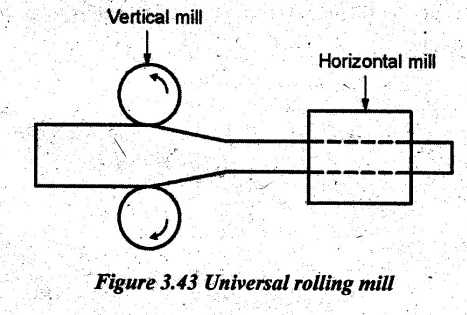
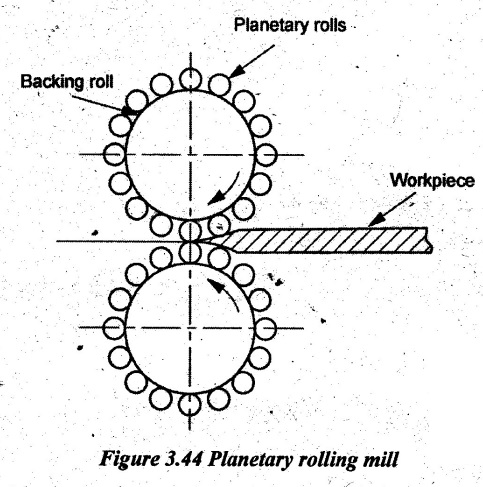
TYPES OF ROLLING MILLS Rolling mill consists of rolls, bearings to support the rolls, gear box, motor, speed control devices, hydraulic systems etc. The basic types of rolling mill are as follows: It has two rolls as shown in Figure 3.38. Both the rolls are rotated in a constant speed in opposed direction about the horizontal axis. The principle operation of this process is reduction of cross sectional area of the stock and increasing the length. The direction of rotation of the rolls can be changed in case of reversing mills so that the work can be fed into the rolls from either direction. Non reversing mills have rolls rotating in same direction. Therefore, the workpiece cannot be fed from the other side. Typical roll diameters may be 1.4 m. This method is used for both cold rolling and hot rolling processes. As the name implies, it has three rolls which are rotated in a constant direction as shown in Figure 3.39. The upper and lower mills are drive rolls and middle roll is rotated by friction. It is much useful for billet rolling and finish rolling. It is used in reversing mills for the rolling of hot and cold rolling of sheets. To avoid the bending of work rolls due to low strength and rigidity, the large diameter back up rolls are installed as shown in Figure 3.40. In multiple folls, the work rolls are supported by back up rolls as shown in Figure 3.41. The work rolls are driven by driving rolls. In four high rolling mills, the diameter of the backup rolls cannot be increased for 2 to 3 times of the work roll. In multi-roll mills, the backup rolls itself bend for the support. There are 12 and 20 rolls used to manufacture the strips of thickness 0.001 mm. In this tandem rolling mill, there is a sequence of two-high mills as shown in Figure 3.42. To achieve higher output rates in standard products, a tandem rolling mill is often used. Although only three stands are shown in Figure 3.42, a typical tandem rolling mill may have eight or ten stands and each makes a reduction in thickness or a refinement in shape of the work passing through. In universal rolling mill, the metal is reduced by both horizontal and vertical rolls. The edges of the bar is smoothened by vertical rolls and the vertical rolls are mounted either one side or both size of the horizontal mill. In this type of mills, two or three or four horizontal mill are arranged in a row. It is used to make sheets plates, slab and beams. The planetary rolling mill consists of a pair of heavy backing rolls surrounded by a large number of planetary rolls as shown in Figure 3.44. Each planetary roll gives an almost constant reduction to the slab as it sweeps out a circular path between backing rolls and slab. As each pair of planetary rolls ceases to have in contact with the workpiece, another pair of rolls makes contact and repeat that reduction. The overall reduction is the summation of a series of small reductions by each pair of rolls. Therefore, the planetary mill cannot reduce a slab directly to strip in one pass through the mill. The operation requires feed rolls to introduce the slab into the mill and a pair of finishing rolls on the exit is to improve the surface finish.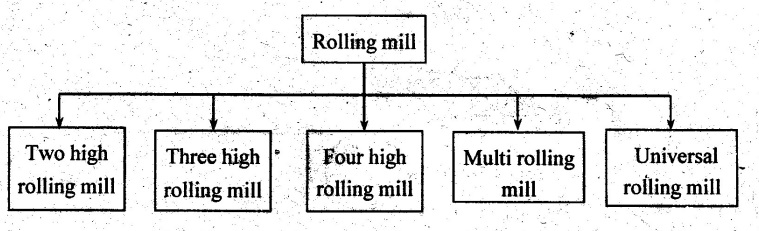
1. Two-High Rolling Mill
2. Three-High Rolling Mill
3. Four-High Rolling Mill
4. Multiple or Cluster Rolling Mill
5. Tandem Rolling Mill
6. Universal Rolling mill
7. Planetary Rolling mill
Manufacturing Processes: Unit III: Bulk Deformation Processes : Tag: : - Types of Rolling Mills
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation