Manufacturing Processes: Unit III: Bulk Deformation Processes
Types of Extrusion
Hot extrusion uses the heated bar stock that ranges in temperature from 90° C to 1,260° C depending on the material.
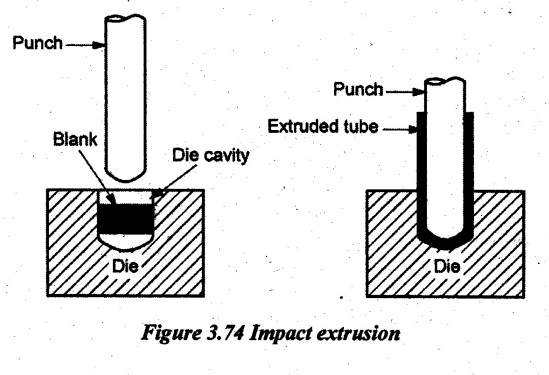
TYPES OF EXTRUSION Hot extrusion uses the heated bar stock that ranges in temperature from 90° C to 1,260° C depending on the material. Hot extrusion is always performed at temperature much higher than the recrystallization temperature of the material to be extruded. Hot extrusion process is hydraulically operated. The sizes are rated from 250 to 5500 tonnes. Presses are used in hot extrusion process. The steel is most extruded at high temperature. The hot extrusion process has the following characteristics. 1. No fracture of metal is due to tensile stress. 2. Extrusion size depends upon the size of the cylinder. 3. Improved microstructures can be obtained. 4. Hollow shapes can also be extruded. Advantages of hot extrusion: ● Cost of equipment and tooling are moderate. ● It is suitable for large reduction. ● Long and complex shapes can be produced. ● Process is also very economical. Disadvantages of hot extrusion: ● Only constant cross section can be produced. ● It is not suitable for production of components with thin walls. ● Lubrication is necessary. ● Possibility of oxide scaling is high. ● Surface finish and dimensional accuracy are poor. Classifications of hot extrusion: The hot extrusion process is again classified into the following two groups: 1. Forward or direct extrusion 2. Backward or indirect extrusion. 1. Forward or Direct Extrusion The forward or direct extrusion process is illustrated in Figure 3.70. Direct extrusion is commonly performed in horizontal hydraulic presses. In this process, the heated billet metal is placed in a press which is operated by the ram and a cylinder. The heated metal billet is pushed by the ram and with the application of ram pressure the metal first plastically fills the die. Then, it is forced out through the die opening and finally cut at the die face. In direct extrusion, metal flows in the same direction similar to the ram. Because of the relative motion between heated billet and cylinder walls, more friction is generated. It is reduced by using molten glass as a lubricant in case of steels at higher temperature. At lower temperature, oils with graphite powder are used for lubrication. As the ram approaches die opening, a small portion of billet will remain that cannot be forced through die opening. This extra portion, called butt, must be separated from extruded product by cutting it just beyond the die exit. Hollow sections such as tubes can be extruded by direct method using hollow billet and a mandrel attached to the dummy block. Figure 3.71 shows the direct extrusion of hollow section i.e. tubes. 2. Indirect or backward extrusion In this extrusion process, the extruded part is forced through the hollow ram. The hollow ram containing the die is kept stationary and the container with the billet is caused to move. The heated metal is placed in the die and the force is applied by the power operated hollow ram. So, the extruded metal is passed through the hollow ram as shown in Figure 3.72. This process requires less force when compared to the direct extrusion. In indirect extrusion process, the metal flows in the opposite direction of the ram. It is more efficient since it reduces friction losses considerably. The process, however, is not used extensively because it restricts the length of the extruded component and the lower rigidity of hollow ram. In hollow extrusion, the material gets forced through the annular space between solid punch and container as shown in Figure 3.73. Cold extrusion refers to extrusion at room temperature or slightly elevated temperature. It is similar to indirect extrusion. The working principle of this process is that the work material is placed between die and ram. The punch is connected with the ram. When the sudden impact is given to the ram, the metal flows plastically in the upward direction. The metal flows up along the surface of the punch forming a cup shaped component. When the punch moves up, the compressed air is used to separate the component from the punch. The length of the tube formed is controlled by the amount of metal in the slug or by the blank thickness. Because the feedstock is at low temperature, no micro-structural changes. occur during processing. Metals such as lead, copper, aluminum and magnesium have low yield strength and extrusion temperature. So, these metals are normally cold extruded. The various items of daily-use such as tubes for shaving creams, tooth pastes and paints, condenser cans and thin walled products are impact extruded. Advantages of cold extrusion: ● High production rate, giving about 60 components per minute. ● Surface finish and dimensional accuracy are good. ● Generally no finishing operation is required. ● This process is suitable for production of components with thin sections. ● No oxidation takes place. Disadvantages of cold extrusion: ● This process suitable for production of light components with soft materials. ● Deformation is limited to small reduction. Tube extrusion process refers to the direct or indirect extrusion of hollow section as shown in Figures 3.71 and 3.73 respectively. In case of direct extrusion of tubes, a mandrel is connected to the ram and the hot metal billet is placed inside the cylinder and also the ram is pushed. When the ram is pushed, the mandrel presses through the die opening. It will produce the hollow tube. The clearance between mandrel and die wall decides the wall thickness of the tube. In case of indirect extrusion of tubes, the die is connected with the ram and it pushes the hot metal billet which is placed inside the cylinder. The hollow tube is extruded between die and cylinder opening. Advantages: 1. It is faster and easier process for tube manufacturing. 2. Dimensional accuracy is high. 3. Making repeated extruded parts is easy. 4. Cleaning and replacing of dies are easy. 5. Small thickness section is also produced. 6. Finishing is good after extrusion. Limitations: 1. It is not suitable for less quantity production. 2. The wastage of metal is high. 3. Initial cost is high. 4. The homogeneity is not uniform throughout its entire length. 5. The life of dies is too short.
1. Hot Extrusion




2. Impact Extrusion or Cold Extrusion
3. Tube Extrusion
Manufacturing Processes: Unit III: Bulk Deformation Processes : Tag: : - Types of Extrusion
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation