Manufacturing Technology: Unit IV: CNC Machines
Tooling for cnc machine tool
Cutting Tools for CNC Machines, Automatic Tool Changer (ATC)
In general, the following points are to be considered while designing of CNC tooling:
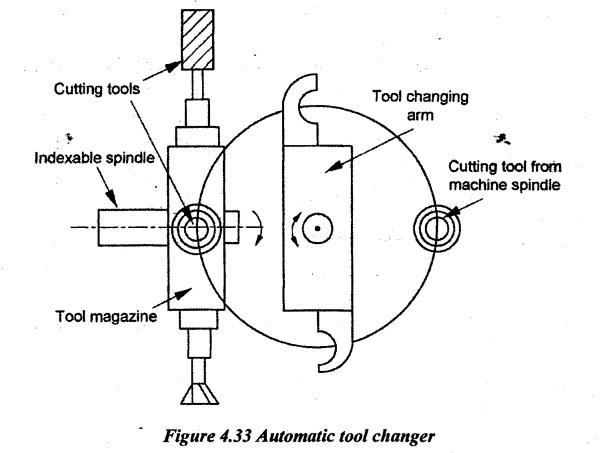
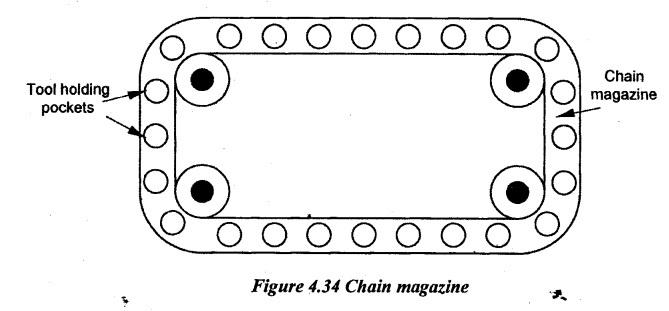
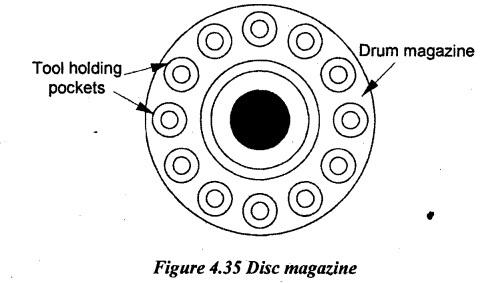
TOOLING FOR CNC MACHINE TOOL Since CNC machines are, in general, more expensive than general purpose man-operated machine tools, a special attention is given to the design of the CNC machines and production tooling in order to reduce the time spent in both work and machine set up. In general, the following points are to be considered while designing of CNC tooling: (i) High accuracy (ii) Variety of operations (iii) Interchangeability to produce the same accuracy (iv) Flexibility (v) Rigidity of tooling to withstand cutting forces (vi) Rigidity to transmit the power at higher speeds (vii) Quick changing of tools to keep the downtime minimum. Tooling systems for CNC are designed to eliminate operator error and maximize productive machine hours. They do this in one or more of the following ways: (a) Using quick change tool holders (b) Automatic tool selection (c) Automatic tool Changer (d) Presetting of tool (e) Facilitating tool selection and tool changing through the numerical control program. While tooling for CNC machines might appear to be specialized, the actual components and principles involved have much in common with what would be considered for a proper practice for conventional machine tools. (a) Quick change tool holders: Quick change tool holders are designed so that cutting tools can be readily positioned with respect to the spindle axis of the machine. It requires that tolerances on length and/or diameter be held on all tools used in the machine. Arbor type cutters such as face mills and shell end mills are held in arbor type tool holders. Shank type mills are held in positive lock holder. Drills, reamers and boring tools are held in a straight shank collet type holder. Taps are held in a tension and compression collet type holders. (b) Automatic tool selection: Automatic tool selectors in NC make all the tool changes required to complete a predetermined sequence of machining operations on a part. There are two basic approaches to automatic tool selection: (a) When a relatively small number of different tools are required, automatic tool selector is the turret type. The turret is rotated under program control to bring the proper tool into position. The tools are held in preset tool holder adapters which are mounted into turret spindles. (b) An automatic tool changer and magazine of tools is frequently used in preference to the turret approach when the number of tools to be used is large. Each tool is inserted in a common spindle as required. The tools which are mounted in uniform holders are automatically picked up, placed into the spindle and locked in place. When the operations using that tool are completed it is returned to the tool storage magazine. For changing tools rapidly, it is better to place the tool in magazine or turret in the order in which they will be used. (c) Automatic tool changer: Automatic tool changer (ATC) is often used with automated tool storage devices in CNC machines to improve its tool carrying capacity. ATC changes the tool very quickly and reducing the non-productive time. Generally, it is used to improve the capacity of the machine to work with numbers of tools. It is also used to change the worn out or broken tools. In operation, the automatic tool change works as follows: (i) By tape command (and from any location the magazine) the tool magazine rotates to proper position to bring the pre-selected tool into place for particular operation. (ii) One end of the tool change your arm then grasps the tool while the opposite end grasps the tool to be replaced in the spindle. (iii) The tool changer arm moves out away from the spindle removing one tool from the magazine and other tool from the spindle. (d) Preset tooling: The setting of tools in advance at a place away from the machine tool or offline in special holders is known as preset tooling. A presetting device is used to preset axial and radial positions of the tool tip on the tool holder. Once it is done, the tool holder is ready to be mounted on the machine and produce a known dimension. Presetting devices to various levels of sophistication are available similar to an optical projector. Tool length and tool diameter compensation facilities available in the present day CNC machines have brought down the importance of presetting. In machining relatively small batches of work, very considerable savings can be made by reducing the machine downtime during the period needed for the initial machine tool setup i.e. when preparing two machines a batch of different components. This reduction in setup time favourably influences the breakeven point towards the use of CNC machine tool. Since the cost per minute of maintaining the CNC machine in production is much greater than the cost of a tool setter working on a bench with special tool setting equipment, it arises the necessity for presetting the tools to be used by CNC machines. In other words, the advantage of presetting tool in the tool room on precision tool presetting machine can readily be seen by calculating the cost of operator mistakes and machine downtime on jobs which require continuous machine cycling. The time and costs for any interruption for trial cuts or to adjust the tooling would be prohibitive. For the full utilization of CNC machines, it is essential to pay due attention to the selection and usage of tooling, namely tool holders, cutting tools and work holding devices. The cutting tools satisfy the following requirements: (a) Tools need not be measured individually. (b) No presetting device is used. (c) The dimensions of the tool holder which are fixed and known. (d) Set up time is reduced. (e) Control dimensions of the tool are nominal and fixed. (f) Higher control on resharpening e.g. drills, reamers. (g) Cutter for better size control e.g. end mills, reamers. (h) Chip breaking facilities incorporated in tool. Cutting tools are available in three basic material types: high-speed steel, tungsten carbide, and ceramic. High-speed steel is generally used on aluminum and other nonferrous alloys while tungsten carbide is used on high-silicon aluminiums, steels, stainless steels and exotic metals. Ceramic inserts are used on hard steels and exotic metals. Inserted carbide tooling is becoming the preferred tooling for many CNC applications. The cutting tools can be classified on the basis of setting up of tool, tool construction and cutting tool material: (i) On the basis of setting up of cutting tool (a) Preset tools (b) Qualified tools (c) Semi qualified tools. (ii) On the basis of cutting tool construction (a) Solid tools (b) Brazed tools (c) Inserted bit tools. (iii) On the basis of cutting tool material (a) High-speed steel (HSS) (b) High carbon tool steel (HCS) (c) Cast alloy (d) Cemented carbide (e) Ceramics (f) Boron Nitride (g) Diamond. (a) Preset tool: Already described in the previous topic. Please refer Chapter 4.11(d) on Page 4.63. (b) Qualified tool: A tool which fits into a location on the machine where its cutting edge is accurately positioned within close limits relative to a specified datum on the tool holder or slide is known as qualified tool. (c) Semi-qualified tool: The qualified tools which can be adjusted to the dimensions by using several adjustable buttons on the tool shank are known as semi-qualified tools. These tools demand regular maintenance and calibration for accurate dimensioning. (d) Solid tool: Solid tools are usually made of high-speed steel or high carbon steel. These tools are used at high speeds with sufficient quantity of cutting fluid to get a good surface finish and longer tool life. (e) Brazed tool: A brazed tool is made of a forged shank of high strength steel with high-speed steel or tungsten carbide brazed to the shank on the cutting edge. (f) Inserted bit tool: Inserted bit tools are the tools with indexable inserts of harder and special grade carbide or ceramic materials. A wear resistant layer of Titanium nitride or Titanium carbide is coated on the insert. It reduces the cost of the tool. Inserts can be easily removed from the tool holder. So, the tool changing time and cost of machining are less. CNC machines are designed to perform a number of operations in a single setting of the job. A number of tools may be required for making a complex part. In a manual machine, the tools are changed manually whenever required. In a CNC machine, tools are changed through program instructions. An Automatic Tool Changer (ATC) is equipment that reduces cycle times by automatically changing tools between cuts through programmed instructions. The tools are fitted on a tool magazine or drum. When a tool needs to be changed, the drum rotates to an empty position, approaches the old tool and pulls it. Then it again rotates the new tool, fits it and then retracts. The concept of ATC with the range of tools for a specific job shall be made available for automatic selection and positioning. The automatic tool change system may consist of following elements: (a) Rotary tool storage magazine for numerous tools. (b) Automatic tool changer to remove tool holders from the machine spindle and replace them with tape programmed tools. (c) Basic tool holders adaptable to a multiplicity of cutting tool types and work specifications. (d) Tool coding rings and system for selection of proper tools in accordance with tape signals. Types of automatic tool changer: There are mainly three kinds of tool changers available in the market according to the tool magazine arrangements provided. 1. Tool change system with gripper arm 2. Tool change system with chain magazine 3. Tool change system with disc magazine. (i) Tool change system with gripper arm: In this system, there are mainly two elements: a) Disc with magazine b) Gripper arm. (a) Disc with magazine: In this system, a disc is provided with a magazine in which different types of tools are loaded. It can hold maximum 32 tools. In magazines, all tools which are required are fixed in the magazines. The tool which is programmed in a controller according to the program will be indexed in front of the gripper arm and then the gripper arm grips the tool and it performs the operation. After completion of the operation by each tool, the gripper arm places the tool back into the magazine. (b) Gripper arm: The tool changer gripper arm consists of a central aluminum structure with terminal tool grippers of hardened steel. Tool gripping and release are obtained by means of a spring- operated mechanism actuated by the rotation of the arm. Latter one, in turning, engages 'or disengages the grippers from the tools when these are in exchange position. (ii) Tool change system with chain magazine: In this kind of system, a chain is provided with magazines for tool holding. This chain can hold numerous tools so it is used in heavy machinery. Starting from 32 it can hold more than 100 tools. This chain is indexed in front of the headstock directly as per the tool programmed position. In this kind of system, there is no arrangement similar to a gripper arm. The chain itself is indexed and the machining is done while keeping the tool in the chain only. For more number of tools (40 or more), the tool speed is less. As soon as the tool selection command is received by the system, the selected tool comes to a fixed place known as tool change position. The selected tool is transferred to the spindle from the magazine after the previous tool is transferred to the magazine from spindle. It is called tool change cycle. (iii) Tool change system with disc magazine: In this system, the tools are held in a big disc. This disc is not similar to the disc provided in gripper arm mechanism. In this disc, there are tool grippers provided separately for each magazine and these grippers hold the tool and also they perform machining operation as well. This system disc can hold 32 to a maximum of 64 tools. These types of tool changers are used in medium capacity machinery. Advantages: The advantages of automatic tool changer are as follows: (i) ATC increases the machine tool's productive time. (ii) It significantly reduces the times for changing worn tools. (iii) It provides storage of the cutting tools which are returned automatically to the machine tool after carrying out the required operations. (iv) New cutting tools are automatically delivered to the machine by the tool- changing system. (v) The rotating magazine holder can provide tool-storage capacities ranging from 60 to 240 cutting units up to 24 different types of tool geometries. (vi) The integration of these mechanisms into machine tools can easily be ensured with a view in achieving superior performance. (vii) These systems can cover a wide range of size and options to suit most machining applications.1. Cutting Tools for CNC Machines
2. Automatic Tool Changer (ATC)
Manufacturing Technology: Unit IV: CNC Machines : Tag: : Cutting Tools for CNC Machines, Automatic Tool Changer (ATC) - Tooling for cnc machine tool
Related Topics
Related Subjects

Manufacturing Technology
ME3493 4th semester Mechanical Dept | 2021 Regulation | 4th Semester Mechanical Dept 2021 Regulation