Manufacturing Technology: Unit II: Turning Machines
Thread cutting methods
Turning Machines - Manufacturing Technology
Thread cutting is done in different methods. It means the picking up a thread for each and every depth of cut called thread catching.
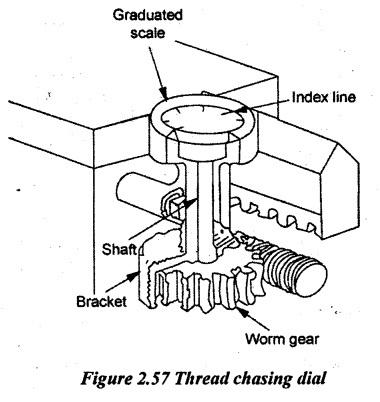
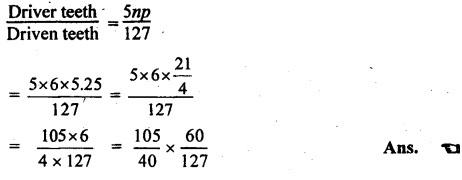
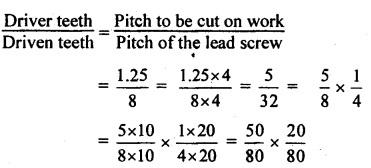
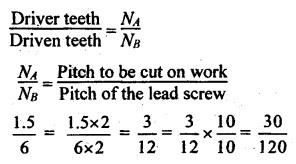
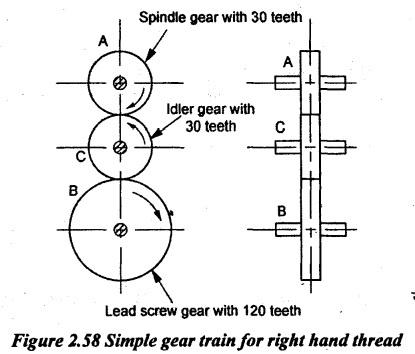
THREAD CUTTING METHODS Thread cutting is done in different methods. It means the picking up a thread for each and every depth of cut called thread catching. This picking up the thread is obtained in different ways. They are as follows. (i) Reversing the machine (ii) Marking the lathe parts (iii) Using a chasing dial or thread indicator. In this method, the tool is brought back to the initial position by reversing the carriage by means of two-way switch at the end of each cut. During revering, the half nut is permanently engaged. This method is very tedious and it requires lot of time. The chasing dial is used to indicate when the half nut is closed. The dial is fitted at the right end of the apron. It has a vertical shaft with a worm gear engaged with the lead screw. The top of the shaft has a graduated revolving dial marked with lines and numbers as shown in Figure 2.57. When the half nut is engaged, the dial turns with the lead screw. A reference line is marked on the body of the chasing dial. For the initial cut, the half nut is engaged when any line on the dial coincides with the reference marks. In the subsequent cut, the half nut is engaged when the same line coincides with the reference mark. A compound gear train is to be used for making the above thread. Problem 2.8 The minimum and maximum speeds of a headstock spindle of a lathe are 50 rev/min and 1500 rev/min. The number of speeds available is 16. Find the intermediate speeds. Given data: Nmin = 50 rev/min Nmax = 1500 rev/min Z = 16 Solution: Step ratio is given by the formula i.e., 50, 62.73, 78.69, 98.7, 123.8, 155.36, 195, ..... 1500. Problem 2.9 Find the gear train for cutting 2 mm pitch thread on a lathe having lead screw of 10 mm pitch. Solution: The simple gear train is to be used. The gear train consists of 20 teeth on the driver and 100 teeth on driven (lead screw gear). Problem 2.10 Calculate the number of teeth on change gears to cut a multi start thread of having 4 starts and pitch 1.25 mm. The pitch on the lead screw is 8 mm. Given data: n = 4 P = 1.25 Pitch of the lead screw = 8 mm Solution: Pitch on the work = n × P = 4 × 1.25 = 5 mm Therefore, the driver will have 25 teeth and driven will have 40 teeth. Problem 2.11 Calculate the gears for cutting metric threads of the following pitches. (i) 4 mm pitch (ii) 5.25 mm pitch The lead screw of the lathe contains 6TPI. The lathe is supplied with 20 to 120 teeth in steps of 5 and an additional gear wheel has 127 teeth. Solution: For metric threads, where n = number of threads per inch on lead screw i.e. TPI p = Pitch of the thread to be cut. (i) 4 mm pitch: For 4 mm pitch, the simple gear train is to be used. The gear train will consist of 120 teeth on the spindle gear and 127 teeth on the lead screw. (ii) 5.25 mm pitch: For 5.25 mm pitch, the compound gear train is to be used with 105 teeth on spindle gear and 127 teeth on the intermediate gear. 60 teeth intermediate gear drives a 40 teeth gear on the lead screw. Problem 2.12 Determine the required change gears for cutting 1.25 mm pitch thread on a lathe having lead screw of 8 mm. Solution: The compound gear train is to be used since 32 teeth gear is not available in the standard set of gears which are supplied. The driver gears will have 50 and 20 teeth and driven gears of both 80 teeth. Problem 2.13 The pitch of the lead screw of a lathe is 6 mm. If the pitch of the thread to be cut is 1.5mm, find the change gear wheels. Available gear wheels are 20 to 120 in steps of 5. Draw a sketch showing the gear arrangement. Given data: Pitch of the lead screw = 6 mm Pitch of the thread to be cut = 1.5 mm Available gear wheels are 20 to 120 in steps of 5 Solution: A simple gear train is to be used for making the above thread to cut right hand thread. The driver or spindle gear will have 30 teeth. One idler gear with 30 teeth is used to change only the direction of rotation. The driven gear or lead screw gear will have 120 teeth. AU Problem 2.1 Calculate the change gears to cut a single start thread M16 of 2 mm pitch on a centre lathe, having a lead screw of 6 mm pitch. (A typical set contains the following change gears with number of teeth: 20, 25, 30, 35, 40, 45, 50, 55, 60, 65 and 70). Solution: The gear train consists of 20 teeth on the driver and 60 teeth on driven (lead screw gear) to be used without intermediate gear.1. Reversing the Machine
2. Using a Chasing Dial or Thread Indicator
3. Solved Problems on Thread Cutting


4. Solved Anna University Problem on Thread Cutting

Manufacturing Technology: Unit II: Turning Machines : Tag: : Turning Machines - Manufacturing Technology - Thread cutting methods
Related Topics
Related Subjects

Manufacturing Technology
ME3493 4th semester Mechanical Dept | 2021 Regulation | 4th Semester Mechanical Dept 2021 Regulation