Manufacturing Processes: Unit IV: Sheet Metal Processes
Stretch forming operations
Definition, Methods, Advantages, Disadvantages, Applications
Stretch forming is used for producing large accurately contoured sheets.
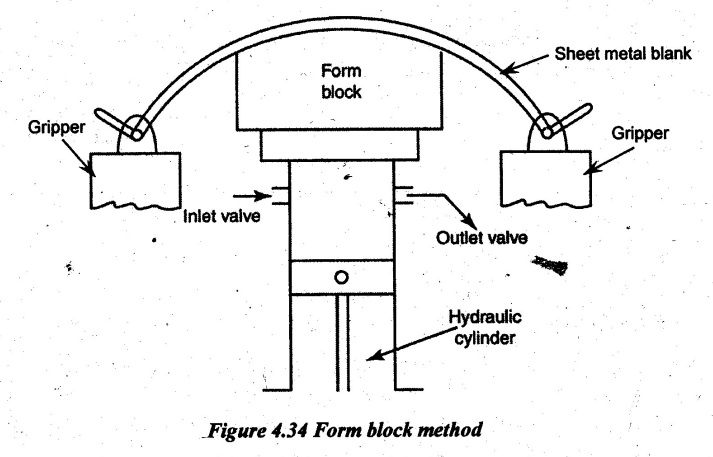
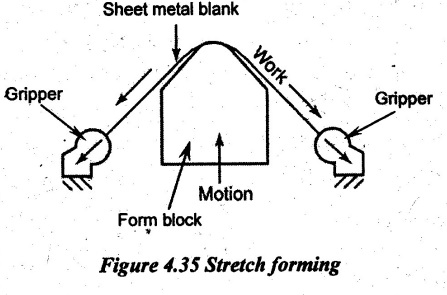
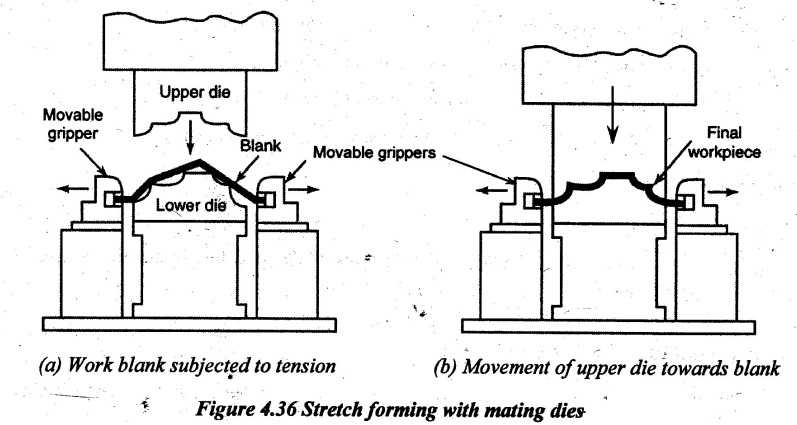
STRETCH FORMING OPERATIONS Stretch forming is used for producing large accurately contoured sheets. It has been developed during the Second World War period itself. Stretching is the process of stressing the work blank beyond its elastic limit by moving a form block towards the blank or sheet metal. The form block has projections of exact size required on the blank which is in the form of depressions on the same blank. Stretching is mainly done for straightening a part to obtain a straight axis and uniform cross-section. The springback occurs after completing the stretching process. So, the springback has to be considered to obtain exact shape and size of the blank after the stretching process. Generally, large bend radius produces greater springback on the blank. But, the springback can be avoided by over stretching using V-type form blocks. The stretch forming process can be done using the following two methods: 1. Form block method 2. Mating die method. 1. Form block method: In this method, the two ends of the blank or sheet metal are tightly held by adjustable grippers as shown in Figure 4.34. These grippers are fixed but adjustable. Then, the form block is moved towards the blank to make the required shape. In this case, the form block is operated by hydraulic cylinder. The form block moves towards the blank when the hydraulic fluid inside cylinder gets compressed. When the fluid is released through an outlet valve after completing stretching process, the form block will move away from the blank. The movement of the form block always depends on the hydraulic fluid pressure inside the cylinder. Stretching the blank can also be done by fixing the form block stationary and moving the grippers towards the form block as shown in Figure 4.35. It is performed by holding the blank ends in movable grippers. 2. Mating die method: In this method, the blank is held in movable grippers. The blank is placed between lower and upper dies. The lower die is kept stationary and the upper die is movable which is operated by hydraulic or pneumatic cylinders. First, the movable grippers are moved towards the lower die. The sheet metal work blank is fixed as shown in Figure 4.36 (a). When the grippers are moved away from the lower die, the elastic deformation takes place on it. Next, the upper die is moved towards the blank as shown in Figure 4.36 (b). Due to continuous stretching of the blank by the upper die, the plastic flow of sheet metal takes place between lower and upper dies. When the upper die edges reach the top surface of the blank, the stretching process is completed. Materials for die and form blocks: Wood, masonite, zinc alloys and cast iron. Advantages of stretch forming: 1. Blanks can be stretched in a single operation. 2. There is no need of any heat treatments before and after the stretching process. 3. Springback is reduced or eliminated when compared to other forming methods. 4. Direct bending is not introduced. 5. Plastic deformation is due to pure tension only. 6. Tooling cost is low. 7. This method is more suitable for low volume production. Disadvantages of stretch forming: 1. Uneven thickness of blank cannot be stretched. 2. Sudden changes in contour surfaces cannot be stretched. 3. Maintenance cost of hydraulic cylinders is high. 4. The process requires high quality form blocks. 5. Stretching of blank to the required shape of contour is limited. Applications of stretch forming: 1. Production of aircraft wing and fuselage parts. 2. Production of contoured panels for truck trailer and bus bodies in automobile industry.1. Methods of Stretch Forming
Manufacturing Processes: Unit IV: Sheet Metal Processes : Tag: : Definition, Methods, Advantages, Disadvantages, Applications - Stretch forming operations
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation