Manufacturing Processes: Solved Anna University Question Papers
Solved Anna University Question Papers (Reg 2017 / May 2019)
Manufacturing Processes
Solved Anna University Question Papers: Question Papers 2019 - Manufacturing Processes
B.E./B.TECH. DEGREE EXAMINATION - April/May 2019 Third Semester Mechanical Engineering ME 8351-MANUFACTURING TECHNOLOGY-I (Common to Industrial Engineering and Industrial Engineering and Management) and Mechanical and Automation Engineering) Time: Three hours Maximum: 100 Marks (Regulation 2017) Answer ALL questions Part A - (10 × 2 = 20 Marks) 1. Write about any two advantages of sand casting. • Relatively inexpensive production costs, especially in low-volume runs. • The ability to fabricate large components. • A capacity for casting both ferrous and non-ferrous materials. 2. Make a note on shrinkage allowance. The metals shrink on solidification and contracts further on cooling to room temperature. To compensate it, the pattern is made larger than the required casting. This extra size provided on the pattern for metal shrinkage is called shrinkage allowance. If it is not given, the casting will become smaller after it is cooled. 3. Define welding. The process of joining similar metals by the application of heat is called 'welding'. It is a fabrication process that joins materials, usually metals or thermoplastics, by causing coalescence. It is often done by melting the workpieces and adding a filler material to form a pool of molten material that cools to become a strong joint. 4. Make a note on soldering. The process of joining of two dissimilar metals by means of filler metal called solder is known as soldering whose melting temperature is below 450°C. Soft soldering being a low temperature (300°C) process does not bring the distortion. The soldering joints are weaker when compared to brazed joints. 5. What is meant flat rolling? In flat rolling, the work is squeezed between two rolls so that its thickness is reduced. It involves the rolling of slabs, strips, sheets and plates of rectangular cross section in which the width is greater than the thickness. 6. What is Recrystallization temperature? The recrystallization temperature is defined as the "minimum temperature at which the complete recrystallization of a metal takes place within a specified time". 7. What is the effect of clearance in the punch and die or shearing sheet metal? The amount of clearance affects dié life, blanking/punching force, and measurement accuracy by having an important role in these processes. Excessive clearance: It allows a large edge radius and excessive plastic deformation. Giving more clearance value reduces product quality by causing a reduction of smooth sheared zone length and an increase in burr height. Insufficient clearance: It does not allow a clean break but the partial break occurs. It is also called secondary shear. Giving small clearance value increases blanking force while decreasing die life. 8. Define Spring Back in bending operation. The tendency of the metal tries to resume its original position causing a decrease in bend angle known as spring back. 9. Make a short note on film blowing. The process in which a continuous tubular film is fabricated of which diameter varies from few centimetres to many metres is called film blowing. Crystalline sharp melting polymers such as nylon or polyethylene terephthalate PET are very much suited for film productions by melt casting techniques. Initially, the heated plastic powder is extruded by using extrude machines called extruder. In this extruding process, the thin film is produced. 10. How is homopolymer different from co-polymer? The main difference between homopolymer and copolymer is that homopolymers are produced by using a single type of monomer, whereas copolymers are formed by using two different types of monomers. Because of this difference, both homopolymers and copolymers gain their unique set of properties. Part B - (5 × 13 65 Marks) 11. (a) Explain hot chamber die casting process with a neat sketch. Refer chapter 1.14.1 (1) in Page 1.80. Or (b) Elucidate with a neat sketch Stir Casting with process parameters. Refer chapter 1.14.9 in Page 1.88. Process parameters of stir casting: (i) Stirrer design: The blade angle and number of blades decides the flow pattern of the liquid metal. The stirrer is immersed till two third depth of molten metal. All these are required for uniform-distribution of reinforcement in liquid metal, perfect interface bonding and to avoid clustering. (ii) Stirrer speed: Stirring speed is an important parameter to promote binding between matrix and reinforcement i.e. wettability. Stirring speed decides formation of vortex which is responsible for dispersion of particulates in liquid metal. (iii) Stirring temperature: Particle distribution depends on change in viscosity. The viscosity of matrix is mainly influenced by the processing temperature. The viscosity of liquid is decreased by increasing processing temperature with increasing holding time for stirring which also promote binding between matrix and reinforcement. (iv) Stirring time: As stirring promote uniform distribution of reinforcement partials and interface bond between matrix and reinforcement, stirring time plays a vital role in stir casting method. Less stirring leads to non-uniform distribution of particles and excess stirring forms clustering of particles at some places. (v) Preheat temperature of reinforcement: Casting process of MMC's is difficult due to very low wettability of metal particles and agglomeration phenomenon which results in non-uniform distribution and poor mechanical properties. Preheating removes moisture as well as gases present in reinforcement. (vi) Preheat temperature of mould: Porosity is the major problem in casting. In order to avoid porosity preheating of mould is good solution. It helps in removing the entrapped gases from the slurry to go into the mould. (vii) Reinforcement feed rate: Non-uniform feed rate promotes clustering of particles at some places which causes the porosity defect and inclusion defect, so to have a good quality of casting the feed rate of powder particles must be uniform. (viii) Pouring of melt: Pouring rate and pouring temperature plays significant role in quality of casting. Pouring rate of slurry must be uniform to avoid entrapping of gases. The distance between mould and crucible 'also plays vital role in quality of casting. 12. (a) Explain with a neat sketch Plasma Arc Welding process. Refer chapter 2.11 in Page 2.46. Or (b) Sketch and explain Fusion Welding processes. Refer chapter 2.13 in Page 2.54. 13. (a) Explain the advantages and limitations of hot working and cold working. Refer chapter 3.2.1.2 in Page 3.3 for advantages and imitations of hot working and chapter 3.2.2.2 in Page 3.5 for advantages and limitations of cold working. Or (b) Discuss blanking and punching with three processing phases. Blanking is one of the most widely used sheet metal forming processes. Blanking is the operation of cutting a flat shape from sheet metal. The metal that is punched out is called a 'blank' and the metal that is left out is called scrap. Punching is defined as a process of making a hole in a given job. It involves the removal of scrap metal from a sheet of raw metal. In this operation, stock of bar is placed over a correct hole of swages block and then a punch in hot condition is used for producing the hole. External pressure on punch is given by hammering. Both blanking and punching operations are shearing operations. Refer Chapter 4.3.1 on Page 4.6 for various processing phases involved during shearing operation. 14. (a) Enumerate about standoff method of Explosive forming. Refer chapter 4.14.5 in Page 4.49. (b) Explain about types of Tube bending. Or Refer chapter 4.7.1 in Page 4.26. 15. (a) Explain about transfer moulding with its advantages and limitations. Refer chapter 5.4.2 in Page 5.32. Or (b) Enumerate with a neat sketch about Solvent Bonding. Refer chapter 5.7.1.1 in Page 5.37. Part C - (1 × 15 = 15 Marks) 16. a) Identify the elements of gating system and explain their role in the casting output. The various elements given in Figure 16(a) are: (1) Pouring basin/cup (2) Sprue (3) Sprue basin (4) Runner (5) Gates (6) Casting (7) Riser Pouring basin: 1. The molten metal is poured into the pouring basin which acts as a reservoir from which it moves smoothly into the sprue. 2. The pouring basin also stops the slag from entering the mold cavity by means of skimmer or skim core. 3. It holds back the slag or dirt which floats on the top and allows only clean metal underneath it into the sprue. Sprue: 1. Sprue connects the pouring basin to the runner. It is the channel through which the molten metal is brought to the parting plane where it enters the runners and gates to ultimately reach the mold cavity. 2. If the sprue is straight and cylindrical, then metal flow would not be full at bottom, but some low pressure area would be created around the metal in the sprue. Atmospheric air would be breathed into this low pressure area which would be then carried to the mold cavity. To eliminate this problem tapered sprue is used. Sprue basin: 1. This is reservoir of the metal at the bottom of the sprue to reduce the momentum of the molten metal. 2. The molten metal gains velocity while moving down the sprue, some of which is lost in the sprue base well by which the mould erosion is reduced. Runner: 1. It is located in parting plane and connects the sprue to the gates. It is used to make a sprue a hole in the cope. 2. It receives the molten metal from the pouring basin and passes to the cavity. 3. The slag trapping takes place in the runner, when runner flows full. If the amount of molten metal coming from sprue base is more than the amount flowing through the gates. Gates: 1. These are openings through which molten metal enters the mold cavity. - 2. This ensures the gradual filling of the mold without mold erosion and produces sound casting Riser: 1. It supplies excess the molten metal to the solidifying casting. 2. It allows the escape of air. 3. It indicates whether the cavity is fully filled up or not. Or b) Discuss various types of welding defects, their causes and the ways of eliminating them. Refer chapter 2.21 in Page 2.80.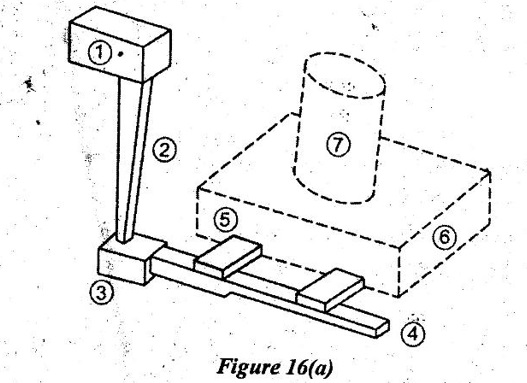
Manufacturing Processes: Solved Anna University Question Papers : Tag: : Manufacturing Processes - Solved Anna University Question Papers (Reg 2017 / May 2019)
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation