Manufacturing Processes: Solved Anna University Question Papers
Solved Anna University Question Papers (Reg 2013 / Jun 2016)
Manufacturing Processes
Solved Anna University Question Papers: Question Papers 2016 - Manufacturing Processes
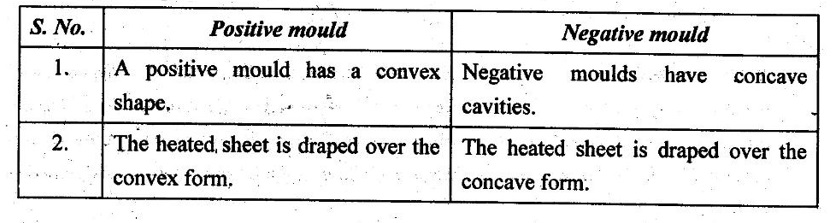
B.E./B.TECH. DEGREE EXAMINATION - May/June 2016 Third Semester Mechanical Engineering ME 6302-MANUFACTURING TECHNOLOGY-I (Common to Industrial Engineering and Industrial Engineering and Management) and Mechanical and Automation Engineering) Time: Three hours Maximum: 100 Marks (Regulation 2013) Answer ALL questions Part A - (10 x 2 = 20 Marks) 1. What are the causes of "misruns" in castings? When the molten metal fails to reach all sections of the mould such that a certain part of it remains unfilled which results in an incomplete casting, the defect is known as misrun. Misruns are due to faulty moulding and faulty moulding box equipment. 2. What are chaplets? Sometimes, it is not possible to provide a sufficient support for core in the mould being poured if the cores are bigger in size. In such cases, the core is supported with rigid metal pieces called chaplets. 3. Why is spot welding commonly used in automotive bodies in large appliances? Many parts of the car are made up of sheet metals such as frame, the body, the suspension, etc. So, the most common application of spot welding is in the automobile manufacturing industry where it is used almost universally to weld the sheet metal to form a car. Also, the use of spot welding in the auto industry is mainly to the stamping of sheet structure of the body panels in its lap to make the weld pieces together as one. 4. What is the role of flux in welding operation? Fluxes are used to prevent the atmospheric reaction and remove impurities. 5. Why is the surface finish of a rolled product better in cold rolling that in hot rolling? When the material is processed repeatedly in cold reduction mills, the material get cooled (at room temperature) followed by annealing and tempers rolling. This process will produce the material with close dimensional tolerances and a wider range of surface finishes. Also, during cold rolling there are no recrystallisation and oxide scaling occur. These features produce better surface finish. 6. What is strain rate sensitivity? Strain rate is the change in strain (deformation) of a material with respect to time. It is the most important mechanical characteristic of a superplastic material which is its high strain rate sensitivity of flow stress. 7. Estimate the force required for punching a 25 mm diameter hole though a 3.2 mm thick annealed titanium alloy Ti-6A-4V sheet at room temperature. The UTS for this alloy can be assumed to be 1000 MPa. Given data: d = 25 mm; t = 3.2 mm; σ = 1000 MPa 1000 N/mm2 Solution: Ultimate shear stress, τ = 0.577 σ = 0.577 × 1000 = 577 N/mm2 Cutting force, F = лdtτ = π × 25 × 3.2 × 577 = 145017.41 N Ans. 8. Name any two superplastic materials. 1. Bismuth-tin (200% elongation) 2. Zinc-aluminum 3. Titanium (Ti-6AI-V) 4. Aluminum (2004, 2419, 7475) 5. Aluminum-lithium alloys (2090, 2091, 8090). 9. Viscosity is an important property of a polymer melt in plastics shaping processes. Upon what parameters does viscosity depend? (a) Temperature (b) Shear rate (c) Molecular weight of the polymer affects viscosity. 10. What is the difference between a positive mould and a negative mould in thermoforming? Part B (5 × 16 = 80 Marks) 11. (a) (i) Why are steels more difficult to cast than cast irons? Refer chapter 1.15 in Page 1.89. (ii) What are the operations required in sand casting after the casting is removed from the mould? Write briefly about any two of them. Refer chapter 1.16 in Page 1.89. Or (b) (i) What is the drawback of hot-chamber die casting with respect to casting of different metals? Refer chapter 1.14.1 (1) in Page 1.80. (ii) With neat diagrams explain the process of cold-chamber die casting operation. Refer chapter 1.14.1 (2) in Page 1.80. 12. (a) (i) What are the advantages and disadvantages of welding compared to other types of assembly operations? Refer chapter 2.1.1 in Page 2.2. (ii) What is the principle of resistance welding processes? Refer chapter 2.10.1 in Page 2.34. Or (b) Explain gas metal arc welding process with a neat diagram. Refer chapter 2.7 in Page 2.24. 13. (a) With neat diagram explain the process of forward extrusion. Explain also how hollow sections can be produced in this process. Refer chapter 3.19.1.1 in Page 3.76. Or (b) A 300 mm wide strip 25 mm thick is fed through a rolling mill with two powered rolls each of radius = 250 mm. The work thickness is to be reduced to 22 mm in › one pass at a roll speed of 50 rev/min. The work material has a flow curve defined by K = 275 MPa and n = 0.15 and the coefficient of friction between the rolls and the work is assumed to be 0.12. Determine if the friction is sufficient to permit to permit the rolling operation to be accomplished. If so, calculate the roll force, torque and horsepower. Same as Problem 3.4 in Page 3.454. 14. (a) Write short notes on the following: (i) Shearing Refer chapter 4.4.1 in Page 4.7. (ii) Blanking Refer Page 4.8. (iii) Clearance in shearing Refer chapter 4.5.4 in Page 4.17. (iv) Springback in bending. Refer chapter 4.7.2 in Page 4.28. Or (b) With neat diagrams explain the process of rubber pad forming and hydroforming. Refer chapter 4.14.2 in Page 4.44. 15. (a) (i) Briefly describe the injection moulding process. Refer chapter 5.4.1 in Page 5.10. (ii) Discuss any two of the defects that can occur in plastic injection moulding. Refer chapter 5.4.1.3 in Page 5.13. Or (b) Explain the process of compression moulding with neat diagrams. Refer chapter 5.4.1 in Page 5.30.
Manufacturing Processes: Solved Anna University Question Papers : Tag: : Manufacturing Processes - Solved Anna University Question Papers (Reg 2013 / Jun 2016)
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation