Manufacturing Processes: Solved Anna University Question Papers
Solved Anna University Question Papers (Reg 2013 / Dec 2016)
Manufacturing Processes
Solved Anna University Question Papers: Question Papers 2016 - Manufacturing Processes
B.E./B.TECH. DEGREE EXAMINATION - NOVEMBER/DECEMBER 2016 Third Semester Mechanical Engineering ME 6302-MANUFACTURING TECHNOLOGY-I (Common to Industrial Engineering and Industrial Engineering and Management) and Mechanical and Automation Engineering) Time: Three hours Maximum: 100 Marks (Regulation 2013) Answer ALL questions Part A - (10 x 2 = 20 Marks) 1. What are the characteristics of a core? 1. Permeability 2. Refractoriness 3. Strength 4. Collapsibility 5. Ştability. 2. Name the alloys which are generally die cast. Why are aluminium alloys preferably cast in cold chamber die casting machines? Zinc, aluminium, magnesium, copper, lead, tin and uncommon ferrous alloys are generally die cast. Cold chamber die casting is more suitable for metals with high melting points and corrosive properties such as aluminum. So, cold chamber die casting is preferred for aluminium alloys. 3. Why do residual stresses get developed in weldments? Residual stresses are primarily developed due to differential weld thermal cycle (heating, peak temperature and cooling at the any moment during welding) experienced by the weld metal and region closed to fusion boundary i.e. heat affected zone. 4. Why the temperature in plasma arc welding is much higher than in other arc welding processes? The plasma arc is constricted with the help of a water-cooled small diameter nozzle which squeezes the arc, increases its pressure, temperature and heat intensely. It also improves arc stability, arc shape and heat transfer characteristics. 5. Why is it necessary to condition the metal before hot rolling? The metal is conditioned before hot rolling so that the metal may be rolled without any significant tendency to crack or split even though the metal has not been homogenized. The metal to be rolled is conditioned for hot rolling by reducing the cross- sectional area of the metal without splitting and cracking to destroy the columnar dendritic structure. 6. Give a few examples of hot forged products. (i) Wheel hub unit bearings (ii) Transmission gears (iii) Tapered roller bearing races (iv) Stainless steel coupling flanges and (v) Neck rings for LP gas cylinders. 7. What are the desirable qualities in metal for maximum stretchability? (i) Toughness (ii) Fine grain structure (iii) Large spread between tensile yield and ultimate strength. 8. What are the applications of rubber pad forming processes? 1. Production of flanged cylindrical and rectangular cups. 2. Production of spherical domes. 3. Production of parallel and tapered wall shells. 4. Production of unsymmetrical shape components. 9. Name the various methods of processing thermoplastics. 1. Injection moulding 2. Blow moulding 3. Rotational moulding 4. Film blowing 5. Sheet forming process 6. Extrusion process 7. Vacuum forming. 10. Define film blowing. The process in which a continuous tubular film is fabricated of which diameter varies from few centimetres to many metres is called film blowing. Part B (5 × 13 = 65 Marks) 11. (a) (i) How are pattern's classified? Describe any two types with sketches and state the (7) uses of each of them. Refer chapter 1.5 in Page 1.2 for patterns classification and chapter 1.5.1 & 1.5.2 in Page 1.3 for description of two types of patterns. (ii) Enumerate the casting defects and suggest suitable remedies. Refer chapter 1.15 in Page 1.93. Or (b) (i) Explain the process of centrifugal casting with suitable sketch and state its applications. Refer chapter 1.14.6 in Page 1.83. (ii) What are the main characteristics of mould sand? Refer chapter 1.8.3 in Page 1.19. 12. (a) (i) Compare MIG and TIG welding in respect of their principle of working and field of application. Refer question 45 in Page 2.100. (ii) What is a soldering flux? What are the different types of soldering fluxes used? A substance added to molten metals on the surfaces to clean the surfaces and result in a better bond is called soldering flux. Refer chapter 2.20.1 in Page 2.77 for different types of soldering fluxes. Or (b) Write short notes on (i) Electron beam welding (ii) Friction stir welding. Refer chapter 2.13 in Page 2.54 for electron beam welding and chapter 2.16 in Page 2.64 for friction stir welding. 13. (a) (i) Briefly explain the various operations performed in forging process. Refer chapter 3.6 in Page 3.28. (ii) With suitable sketches, explain the stages involved in Shape rolling of structural sections. Refer chapter 3.13 in Page 3.56. Or (b) (i) Explain the working of Mannesmann process with a neat sketch. Refer chapter 3.13.3 in Page 3.60. (ii) How is tube drawing carried out? Explain with a suitable sketch. Refer chapter 3.16.5 in Page 3.67. 14. (a) (i) Explain the various sheet metal forming operations with neat sketches. Refer chapter 4.4.2 in Page 4.11. (ii) Discuss with a neat sketch, the working of metal spinning process. Refer chapter 4.14.4 in Page 4.47. Or (b) With neat sketcher explain the following (i) Hydro forming and (ii) super plastic forming Refer chapter 4.14.1 in Page 4.42 for hydro forming and chapter 4.14.8 in Page 4.55 for super plastic forming. 15. (a) Describe the following plastic processing methods with neat sketches (i) Compression moulding (ii) Blow moulding. Refer chapter 5.4.1in Page 5.30 for compression moulding and chapter 5.3.2 in Page 5.18 for blow moulding. Or (b) (i) Why is the thermoforming a valuable method for the plastic manufacturer? Explain the process with neat sketch. Refer chapter 5.3.10 in Page 5.27. (ii) State the purpose of the following in plastics (1) Plastizers (2) Fillers and (3) Stabilizer. Refer chapter 5.1.3 in Page 5.3. Part C (1 × 15 = 15 Marks) 16. (a) Derive the mathematical expression for the Flat strip rolling process to calculate the rolling load. Refer chapter 3.12 in Page 3.45. (b) A casting is required to have the following composition: C-3.25%, Si-1.8%, Mn- 0.6%, P-0.5% and S-0.1%. Determine the weight of pig iron from pile A and pile B to` be picked up in each metal charge if the charge (200 kg) is to contain pig iron- 50%, foundry return-40% and purchased scrap-10%. Analysis of these metals is as follows: Solution: The calculation of the charge is made on the basis of silicon only as various metals charging in a cupola furnace are proportioned to contain a definite amount of silicon because silicon plays a major role in deciding the properties of castings. Let x be the amount of pig iron chosen from pile A. Weight of silicon in pig iron (pile A) = 0.024x Weight of silicon in pig iron (pile B) = 0.014(100 - x) Weight of silicon in foundry return = 0.017× 80 = 1.36 kg Weight of silicon in scrap = 0.02 × 20= 0.4 kg Loss of silicon is assumed to be 10%. So, the silicon contents required in the charge is 1.8% which is 90% of the silicon charged in the cupola. ⸫ Total amount of silicon in one metal charge = 0.018 × 100/90 × 200kg So, 0.024x + 0.014(100 − x) + 1.36 + 0.4 = 0.018 ×100/90 × 200 x = 84 kg Pig iron from pile A = 84 kg Pig iron from pile B = 16 kg Pig iron from foundry return = 80 kg and Pig iron from scrap = 20 kg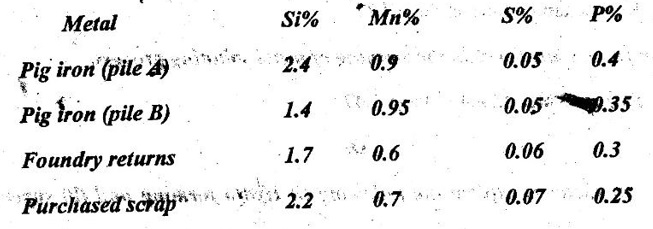
Manufacturing Processes: Solved Anna University Question Papers : Tag: : Manufacturing Processes - Solved Anna University Question Papers (Reg 2013 / Dec 2016)
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation