Manufacturing Processes: Unit IV: Sheet Metal Processes
Sheet Metal Operations
two categories
The broad classification of sheet metal operations are under the following two categories:
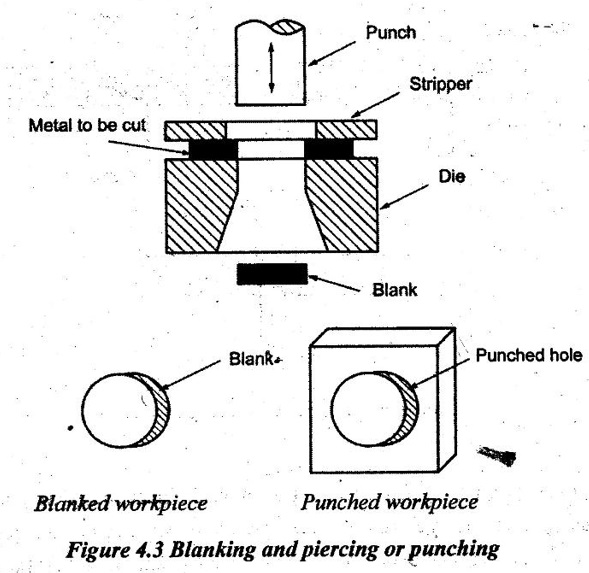
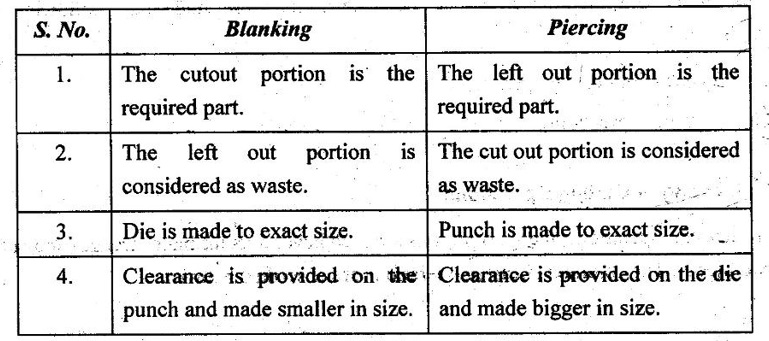
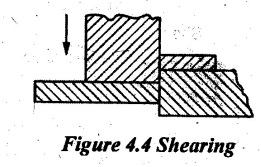
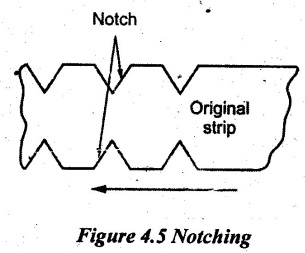
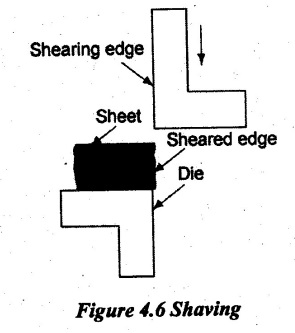
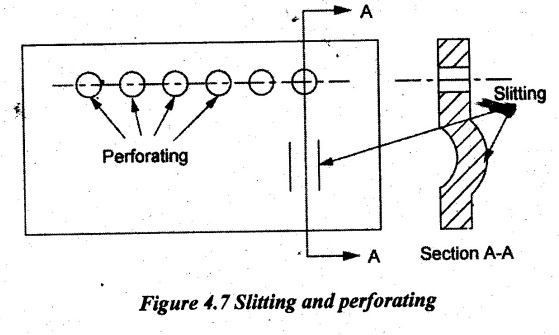
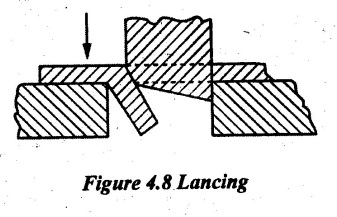
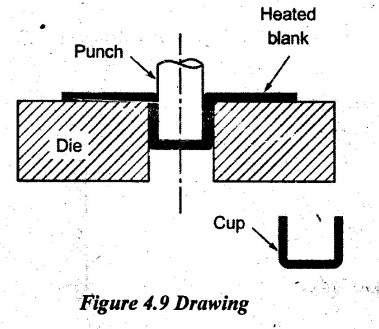
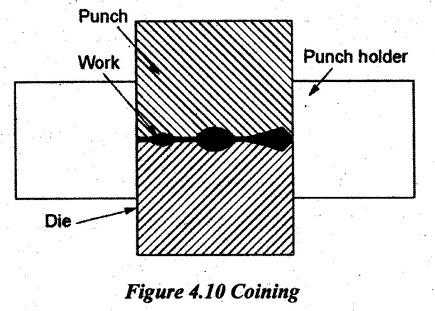
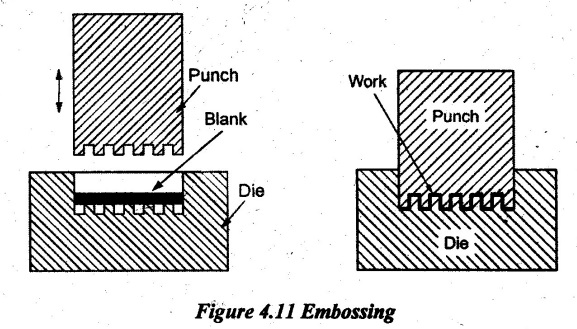
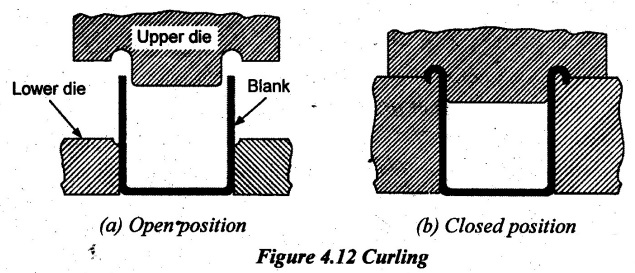
SHEET METAL OPERATIONS The broad classification of sheet metal operations are under the following two categories: (i) Shearing or cutting operations (ii) Forming operations. In shearing operations, the workpiece is stressed beyond its ultimate strength and cut-off into two pieces. The common shearing operations are described below. (a) Blanking: Blanking is the operation of cutting a flat shape from the sheet metal as shown in Figure 4.3. The metal that is punched out is called 'blank' and the metal that is left out is called 'scrap'. (b) Punching or Piercing: It is the operation of producing the hole on the workpiece by a punch. In punching, the removed metal is called scrap and the left out metal is called workpiece. The differences between blanking and piercing are as follows: (c) Shearing: It is the operation through which a metal is cut along a single line, usually a straight line. (d) Parting: Parting is the operation through which the metal is cut simultaneously along two parallel lines or contours or any other two lines which can balance each other to neutralise side thrust. (e) Notching: Notching is the operation through which the metal pieces are cut from the edge of a sheet, strip or blank as shown in Figure 4.5. (f) Trimming: Trimming is the operation used for removing excess metal, irregular outlines, waved edges, etc., from the walls of drawn shells or the surfaces of swaged and cast parts. (g) Shaving: Shaving is a process of shearing the rough edges of the punched surface to the accurate dimension. In this process, only a thin section of the edge is removed. Figure 4.6 shows the shaving of rough edge of the sheared workpiece. Shaving is also similar to trimming operation but in this case, the amount of metal removal is usually about 10% of the thickness of the blank. (h) Perforating: In this operation, multiple holes which are very small and close together are cut in flat work material as shown in Figure 4.7. (i) Slitting: It is the operation of making an unfinished cut through a limited length and projecting slightly as shown in Figure 4.7. (j) Lancing: Lancing consists of cutting the sheet metal through a small length and bending this small cut portion downwards. Figure 4.8 shows the lancing operation. In forming operations, the stresses are below the ultimate strength of the metal. There is -no cutting-off metal but only the contour of the workpiece is changed to get the desired product. The common forming operations are described below. (a) Bending: Bending is the operation of forming the metal between a suitably shaped punch and forming block. The included angle on tools is usually smaller than the angle to be produced to allow for the 'springback' of the metal after forming. Springback is a term which denotes the property of sheet metal to partially fall back from its bent position when the punch retards after completing the operation. (b) Drawing: Drawing operation consists of a punch which forces a sheet metal blank to flow plastically into the clearance available between punch and die surfaces so as to acquire the required shape. The shape developed may be a cylindrical shape or a box shape. (c) Squeezing: In squeezing operation, the metal is caused to flow to all portions of a die cavity under the action of compressive force. (d) Coining: Coining is the process of squeezing the metal inside a confined closed set of dies. Figure 4.10 shows the coining operation where the metal is squeezed to flow into the space of die surface. This process is used to produce coins, medals, metal buttons, jewelry and decorative items. The coining process is different from embossing process. The main Manufacturing Technology-l difference between coining and embossing is that the material is squeezed into the die surface and altered the thickness in coining whereas the thickness will not be altered in embossing. (e) Embossing: Embossing is a shallow forming process to produce raised or depressed details or projected design in a sheet metal with the help of a matching punch and die. This process is used for decorative purposes and stiffening of flat panels. Theoretically, the embossing operation will not change the material thickness. A corrugated sheet is a typical example for embossed parts. Figure 4.11 shows the embossing operations using punch and matching die. The operation uses a die set which consists of die and punch with the desired shape. This operation requires a less force as compared to coining process. This process is very much useful for producing nameplates, tags and designs on the metal sheet. (f) Curling or beading: Curling or beading is the process of forming a roll or a curl by bending the edges of the sheet metal as shown in Figure 4.12. The curl provides a reinforcement or stiffness to the edge and it also provides the smoothness to the surface. Metals with good ductility can be curled in cold working. A slight bend on the edge in the direction of roll before curling will help to initiate the rolling process. Metals with low ductility will be curled in the presence of mild heating. To facilitate the curling process, lubricants are used. The size of curl depends on the thickness of sheet metal. (g) Nibbling: Nibbling is a process of punching series of small overlapping slits or holes along a path to cut-out a larger contoured shape. This operation is used to cut any shape from the sheet metal without special tools. It is done on a nibbling machine. The required shape of profile is connected in the form of tracers or templates in the nibbling machine. The time taken to cut the required shape is less when compared to other cutting processes.1. Shearing or Cutting Operations
2. Forming Operations
Manufacturing Processes: Unit IV: Sheet Metal Processes : Tag: : two categories - Sheet Metal Operations
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation