Manufacturing Processes: Unit III: Bulk Deformation Processes
Shape rolling operations
Working Principle, Types
In shape rolling process, the various shapes can be produced by deforming the work into a contoured cross section.
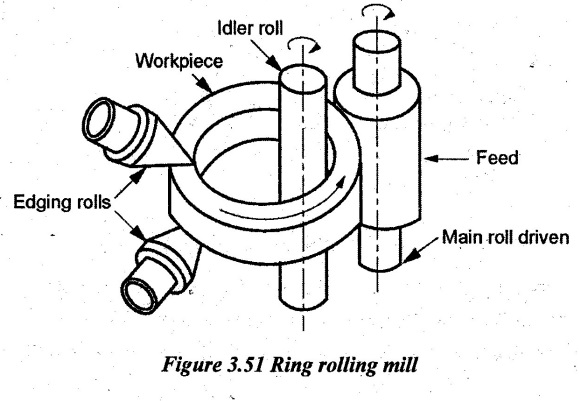
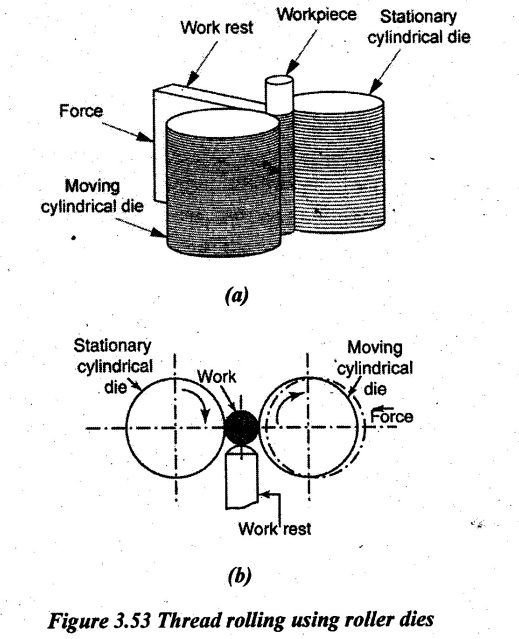
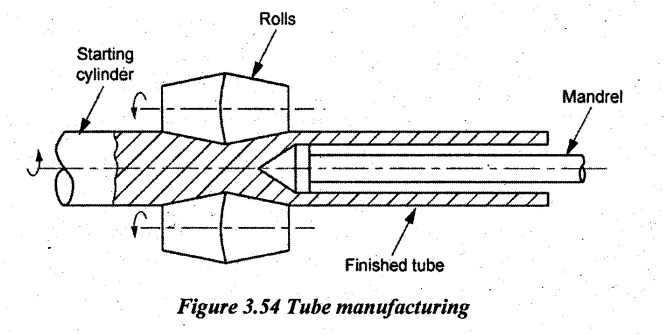
SHAPE ROLLING OPERATIONS In shape rolling process, the various shapes can be produced by deforming the work into a contoured cross section. The rolls form the part to a specific shaper Products made by shape rolling include the construction shapes such as I-beams, L-beams and U-channels; rails for railroad tracks; and round and square bars and rods. Most of the principles that apply in flat rolling are also applicable to shape rolling. Shaping rolls are more complicated. The work for this process is starting as a square shape. Most shape rolling involves in passing the material through several steps. Designing a proper series of shape changes in a work will involve more deformation in some areas than others. Excessive shape change in some parts of the cross section is a serious cause of defects in shape rolling production. Designing the sequence of intermediate shapes and corresponding rolls is called roll-pass design. Its goal is to achieve the uniform deformation throughout the cross section in each reduction. The various stages in shape rolling of I-beam are given in Figure 3.50. The three important types of shape rolling process are given below: 1. Ring rolling 2. Thread rolling and 3. Tube piercing. In ring rolling process, a thick ring is expanded into a large diameter ring with a reduced cross section. First, the ring is placed between two rolls in which one of the roll is driven and the other is idler. A pair of edging rollers is used for maintaining the height constant. The ring thickness is reduced by bringing the rolls close together as they rotate. The reduction in thickness of the ring is compensated by an increase in the ring's diameter. Figure 3.51 shows the procedure for producing a seamless ring for a tapered roller bearing. Rings of different cross-sections can be produced. The ring rolling process has the advantages of short production times, high productivity, close tolerances and material savings. It can be carried out at room temperature depending upon the size, strength and ductility of the material. Large rings for turbines, roller bearing races, flanges and rings for pipes are some of the applications of this process. Thread rolling is a cold forming process by which straight or tapered threads are formed. Figure 3.52 shows the thread forming process on round rods or wire. The threads are formed on the rod or on wire with each stroke of a pair of flat reciprocating dies. In this process, the dies are pressed against the surface of a cylindrical blank. As the blank rolls against in-feeding die faces, the material is displaced to form the roots of the thread and the displaced material flows radially outward to form the thread's crest. It has the advantages of generating threads without any loss of material. The surface finish is very good and the fatigue life is high. In another method, called thread rolling using roller dies, threads are formed with rotary dies as shown in Figure 3.53. The thread rolling is the efficient method when compared to other thread making methods. Machined threads produce the grain flow lines on the material. But in thread rolling, the thread is formed by the axial flow of material in the workpiece. The grain structure of the material is not cut but it is distorted to follow the thread form. Therefore, it improves the strength of the thread. Surface finish of rolled threads is excellent. The threads are rolled on metals in soft conditions. Screws, bolts and other externally threaded fasteners are produced by thread rolling. The lubrication is very important in thread rolling process to minimize the defects. Spur and helical gears can also be produced by cold rolling process similar to thread rolling. Compressive stresses introduced during the process are favourable for fatigue applications. Auto power transmission gears are made by thread rolling process. Tube piercing is a specialized hot working process for making seamless thick-walled tubes. It utilizes two opposing rolls and hence, it is grouped with the rolling processes. The process is based on the principle that when a solid cylindrical rod is compressed on its circumference, high tensile stresses are developed at its center. If the compression is high enough, an internal crack is formed. In roll piercing, this principle is used to form tubes by the setup shown in Figure 5.54. The manufacturing operation of rotary tube piercing is called Mannesmann process. Tube making by roll piercing method is easier as compared with other methods. Seamless tube is made by a piercing roll method. The seamless tubes are used in high temperature and pressure application since it has no joints. The tube piercing by Mannesmann process starts with a small hole drilled on the cylindrical billet. The billet is heated to a particular temperature corresponding to the metal and it is pushed between two convex-tapered piercing rollers. The mandrel is used for expanding the central hole and sizing the inner diameter. These rolls are revolved in the same direction. The rollers axis are usually 6° skew from parallel with the billet's axis. The clearance between rolls is relatively less than the diameter of the billet metal. So, the billet is easily passed between two revolving rolls. The load imparted by rollers compresses the material and 6o skew provides both rotation and translation to the billet. Under high compressive force created in the billet due to the rotation of rollers, the billet is forced against the mandrel. So, the thick-walled tube is formed. After tube being formed, the pointer of the mandrel drops down. Then, the tube is passed over a plug mandrel, reeling and sizing rolls to get the straight and smooth surfaced tube walls. Mannesmann mills can produce tubes as large as 300 mm in diameter. Pilger mill uses the reciprocating motion of both work and mandrel to produce tubes. In addition, work is periodically rotated. Initially, the stock is necked down in the horizontal plane while expanding in the vertical plane. Once the mandrel engages in the newly formed mouth of the workpiece, the material is continuously deformed as it passes between rolls and over the mandrel.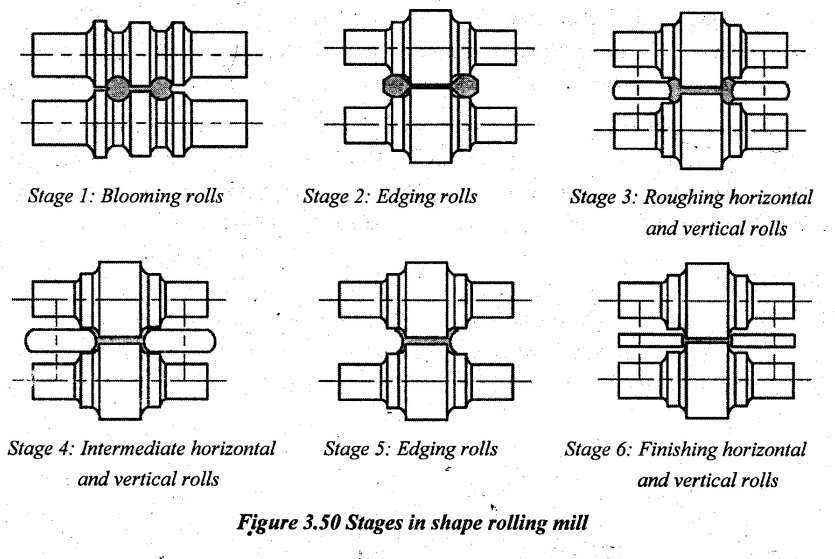
1. Ring Rolling
2. Thread Rolling

3. Tube Piercing or Roll Piercing
Manufacturing Processes: Unit III: Bulk Deformation Processes : Tag: : Working Principle, Types - Shape rolling operations
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation