Manufacturing Processes: Unit III: Bulk Deformation Processes
Rolling of Metals
Types of Rolling with Advantages, Disadvantage
The process of plastically deforming the metal into semi-finished or finished condition by passing it between two rollers is called rolling process.
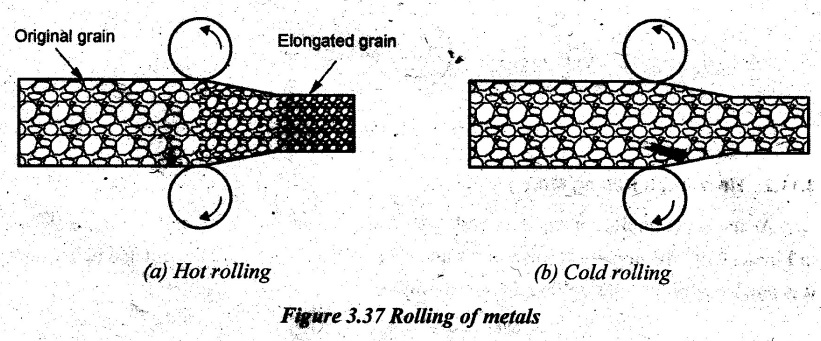
ROLLING OF METALS. The process of plastically deforming the metal into semi-finished or finished condition by passing it between two rollers is called rolling process. In this process, the cross section of the workpiece is reduced by compressive forces exerted by two opposing rolls as shown in Figure 3.36. The material gets squeezed between a pair of rolls, as a result of which the thickness gets reduced and the length gets increased. The rolling operation may be classified as follows: ● Based on work temperature • Hot rolling • Cold rolling. ● Based on workpiece geometry • Flat rolling • Shape rolling. 1. Hot Rolling When the rolling is done at high temperature, it is called hot rolling. In hot rolling, the metal is heated to a plastic state and it is passed between two rollers which are rotated in the opposite direction. Hot rolling results in residual stress-free product. However, scaling is á major problem, due to dimensional accuracy is not maintained. Hot rolls are generally rough so that they can bite i.e. hold the work. Advantages of hot rolling: ● High production rate can be obtained. ● It is suitable for mass production. ● Wide range of shapes can be produced. Disadvantages of hot rolling: ● Equipment cost is high. ● It is suitable for production of large sections only. ● Strength of the component is low. ● Possibility of oxide scaling is high. ● Surface finish and dimensional accuracy are poor. 2. Cold Rolling In cold rolling, the metal is not heated and it retains the given shape by the action of the rolls. In cold rolling, crystals more or less retain the elongated shape but in hot rolling, they start reforming after coming out from the deformation zone as shown in Figure 3.37. Cold rolling of sheets is gaining the importance due to high accuracy and lack of oxide scaling. Cold rolling also strengthens the product due to work hardening. Advantages of cold rolling: ● High production rate can be obtained. ● It is suitable for mass production of plates, sheets, foils etc. ● Strength of the component is high. ● There is no oxide scaling. ● Good surface finish and dimensional accuracy can be obtained. Disadvantages of cold rolling: ● Equipment cost is high. ● Limited to simple shapes only. ● It is suitable for small reduction of sections only.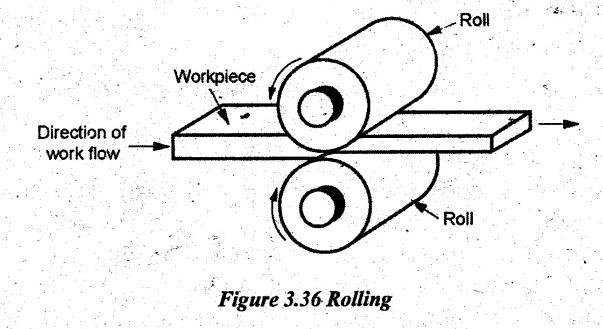
1. Types of Rolling
Manufacturing Processes: Unit III: Bulk Deformation Processes : Tag: : Types of Rolling with Advantages, Disadvantage - Rolling of Metals
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation