Manufacturing Processes: Unit IV: Sheet Metal Processes
Redrawing
Definition, three methods | Sheet Metal Processes
The process of deepening the cup after the first draw is known as redrawing.
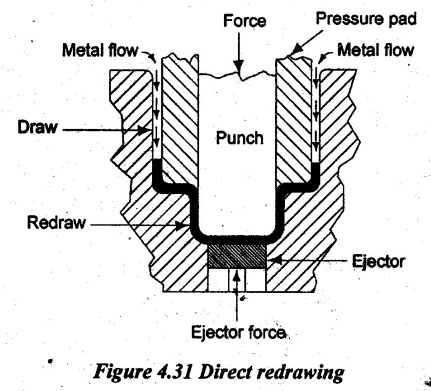
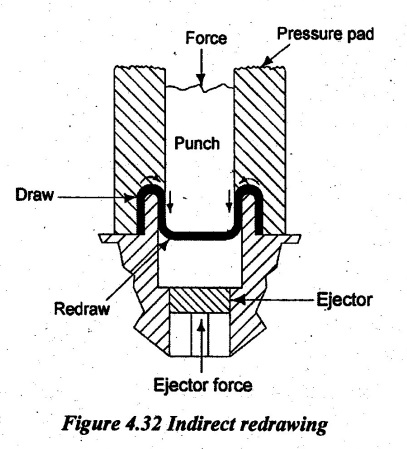
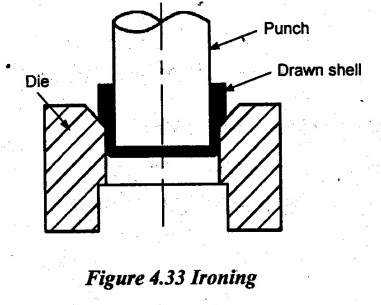
REDRAWING The process of deepening the cup after the first draw is known as redrawing. If the deep drawing process cannot produce a cup sufficiently deep in one operation, then redrawing operation is used. It may be obtained by any one of the following three methods: (i) Direct redrawing (ii) Indirect redrawing (iii) Ironing. The drawing process results in work hardening and therefore, the component may need to be bright annealed before redrawing operation. The direct redrawing operation is shown in Figure 4.31. In this process, the outer surface of the initially drawn cup remains the outer surface in the redrawn cup. Therefore, the punch is always in contact with the same side of the cup as in drawing. The angle of bending undergone by the cup is less than 90° thereby reducing the drawing force. A pressure pad is used to prevent the wrinkling of work with a redrawing tool. The pressure is applied in a step by step manner. In reverse or indirect redrawing, shown in Figure 4.32, the metal is subjected to bending in the direction opposite to its original bending configuration. This reversal in bending results in strain softening. This operation requires lesser force than direct redrawing and the material behaves in a more ductile manner. The indirect redrawing operation has the advantage over the direct redrawing in such a way that the whole material bending is in one direction i.e. there is no bending-unbending (as occurs in the direct method). The process of reducing wall thickness and lengthening of the cup is known as ironing. Annealed cups can be reduced to 50% of wall thickness. Ironing can be done during drawing process or after drawing process. Ironing die is also similar to a drawing die. The only difference is that the clearance between drawing punch and die is lesser in ironing dies. The reduced gap between punch and die forces the drawn shell into the die opening and it produces a thin wall with smooth surface. Figure 4.33 shows the ironing operation in a drawn shell. Advantages of ironing: 1. It produces a smooth surface. 2. Springback of the material due to elastic properties can be eliminated. 3. It requires less drawing force. Disadvantages of ironing: 1. It increases the drawing force. 2. Severe plastic deformation produces a strain hardening. 3. Sometimes, it leads to tearing of cup base. 4. It reduces the percentage reduction which in turn increases the number of draws.1. Direct Redrawing
2. Indirect Redrawing or Reverse Drawing
3. Ironing
Manufacturing Processes: Unit IV: Sheet Metal Processes : Tag: : Definition, three methods | Sheet Metal Processes - Redrawing
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation