Manufacturing Processes: Unit V: Manufacture of Plastic Components
Processing of Thermosetting Plastics
Working Principle, Operations, Advantages, Disadvantages and Applications
The compression moulding and transfer moulding are the most common methods of processing thermosetting plastics.
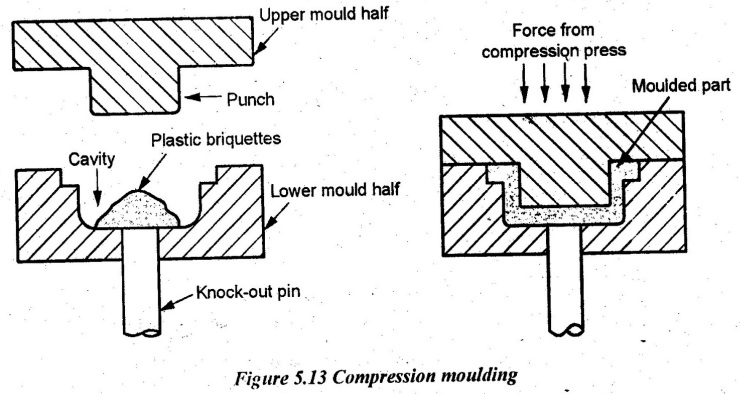
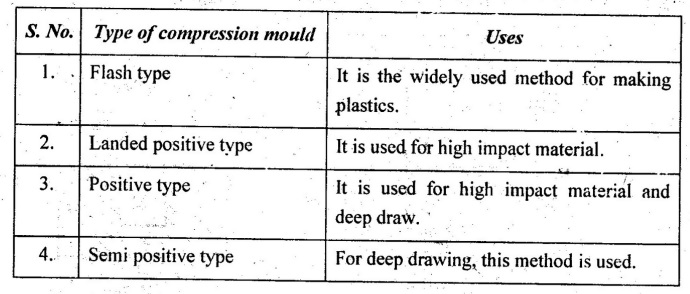
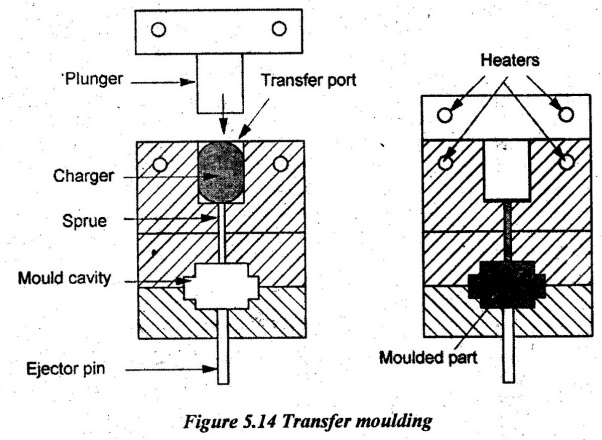
PROCESSING OF THERMOSETTING PLASTICS The compression moulding and transfer moulding are the most common methods of processing thermosetting plastics. The working principle of these processes and typical applications are given below. The compression moulding is widely used for thermosetting polymers and it is also used for thermoplastic polymers. A pre-measured quantity of plastic in the form of particles or briquettes is placed in a heated mould and compressed at suitable pressure and temperature. The charge is placed in the heated mould cavity and mould is closed. The desired compression is given by compression press thereby resulting an immediate contact of the polymer charge with all parts of the mould. Both pressure and heat ensure the flow of sin, filling of all parts and corners of the cavity. For thermosetting systems, the pressure is maintained till the intermolecular linking is obtained to an optimum level. Finally, the mould is opened and ejected from the cavity. The mould is cooled below the transition temperature before the mould is opened while making thermoplastics. It is the cyclic process. The time interval covering the mould cycle is known as cycle time. A slight excess material is placed on the mould and squeezed between mating surfaces of the mould. The use of perfumes against moulding powder gives low compression ratio and breathing is helpful in eliminating voids and improves the quality of the mould. The compression moulding is the equivalent mould of closed-die forging. Hydraulic presses are usually employed to provide the pressure which may range from 20 to 30 MPa or even higher up to 80 MPa. The main objective of compression moulding is to bring the plastic virtually to a molten state. When the plastic is completely trapped between male and female dics, it is called positive mould. The moulding temperature of thermosetting materials ranges from 150°C to 180°C. The time required to harden, the mould piece ranges from 1 to 15 minutes. The compression moulding has the following four basic types: 1. Flash type 2. Landed positive type 3. Positive type 4. Semi positive type. Applications: 1. It is used to make dishes, handles, container taps and fittings. 2. Electrical and electronic components, washing machine agitators and housings are made by this process. Transfer moulding is a modification of compression moulding. In this process, the amount of material is measured and inserted in a separate chamber called transfer pot before the moulding process takes place. The material is then preheated and loaded into a pot. A plunger is then used to force the material from the pot through the sprue and runner system into the mould cavities. The mould remains closed as the material is inserted and opened to release the part from the runner. The mould walls are heated to a temperature above the melting point of the mould material. It allows a faster flow of material through the cavities. Figure 5.14 illustrates the transfer moulding process. The pressure used in transfer moulding is from 50 to 100% higher than the compression moulding and the mould is kept at high temperature so that the heat transmission is easier as compared to compression moulding. Transfer moulding cycles are shorter than compression moulding and moulding is done at high temperature and pressure. The material to be moulded is often pre-heated by radio- frequency methods. Where it is desired to improve toughness and strength, the reinforcing fillers may be used. Transfer moulding is generally employed for thick sections and also useful for incorporating metal parts in the moulding. The premelted polymer charge flows easily into interior parts with inserts. It is not possible in compression moulding. Transfer moulding design: The following points are to be considered while designing the transfer mould: 1. Flow of materials should be easy. 2. Ejecting of mould should be easy. 3. Heating of all the parts should be uniform. Advantages of transfer moulding: 1. Before completely filling the plastic in the mould cavity, little pressure is maintained inside the mould and it will create full liquid pressure inside the cavity. 2. Cold presses can be used. 3. The viscosity of flow material is reduced. 4. Uniform thickness of parts can be obtained. 5. Durable and dimensionally stable parts can be obtained. Disadvantages of transfer moulding: 1. The scrap rate for transfer moulded parts will usually be higher than compression moulded parts. 2. It is more complex than compression moulding. 3. Warpage is more of a problem because the flow of transfer materials is softer and shrinks more than compression grade materials. Applications of transfer moulding: 1. It is used for batch production. 2. Short runs of mould metal during moulding. 3. Shape of mould can be readjusted.1. Compression Moulding
2. Transfer Moulding
Manufacturing Processes: Unit V: Manufacture of Plastic Components : Tag: : Working Principle, Operations, Advantages, Disadvantages and Applications - Processing of Thermosetting Plastics
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation