Manufacturing Technology: Unit IV: CNC Machines
Numerical control System
CNC Machines - Manufacturing Technology
Numerical control (NC) refers to a form of programmable automation in which the mechanical actions of a machine tool or other equipment are controlled by a program containing coded alphanumeric data encoded on a storage medium.
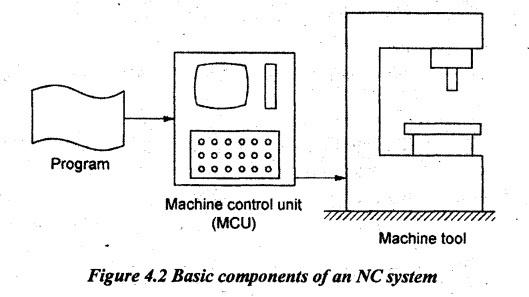
NUMERICAL CONTROL SYSTEM Numerical control (NC) refers to a form of programmable automation in which the mechanical actions of a machine tool or other equipment are controlled by a program containing coded alphanumeric data encoded on a storage medium. NC machine tools are the machine tools operated by programmed commands in contrast to the manual control through hand wheels or levers, or mechanically automated through cams alone. NC machines are a method of automation where the automation of medium production and small volume production are done through the use of some controls under the instructions of a program. The program consists of precise instructions about the methodology of manufacture as well as movements. For example, what tool is to be used, at what speed, at what feed and to move from which point to which point in what path. All the functions of a NC machine tool are, therefore, controlled electronically, hydraulically or pneumatically. In NC machine tools, one or more of the following functions may be automatic. (i) Starting and stopping of machine tool spindle. (ii) Controlling the spindle speed. (iii) Positioning the tool tip at desired locations and guiding it along desired paths by automatic control of the motion of slides. (iv) Controlling the rate of movement of tool tip (feed rate) (v) Changing of tools in the spindle. Controlling a machine tool by means of a prepared program is known as Numerical Control or NC. A system in which actions are controlled by the direct insertion of numerical data at some point is known as NC system. In other words, it is defined as a form of software controlled automation in which the process is controlled by alphanumeric characters or symbols. The system must automatically interpret at least some portion of these data. A general configuration of NC machine tool system is shown in Figure 4.1. A NC machine tool consists of Machine Control Unit (MCU) and the machine tool as shown in Figure 4.1(a). The machine tool has various drives such as X-axis, Y-axis and Z-axis drives which are driven by the servomotors. The feedback device or feedback control is used to integrate the MCU and the machine tool. The MCU consists of two main units such as data processing unit (DPU) and control loops unit (CLU) as shown in Figure 4.1(b). The coded information received from a tape reader passes through decoding circuits of the DPU and send the data to the CLU. These data are used to control various axes of the machine tool. The basic elements of a typical NC machine data input, data processing and data output. For data input, the numerical information is stored in the tape reader, floppy discs or in the computer memory in the form of programmed codes. For data processing, the programs are read by Machine Control Unit (MCU) for processing. For data output, this information is translated into commands in the form of pulsed signals to the motor. The motor moves the table on which the workpiece is placed in specified positions through linear or rotary movements by motors, lead screw, ball screw and others devices. A NC machine can be controlled through two types of feedback controls such as open loop and closed loop systems. It is also classified on the basis of control systems in numerical control into two types such as point-to-point and contouring. In NC systems, the numerical data which are required for producing a part is maintained on a punched tape is called part program. The part program is arranged in the form of blocks of information. The block contains the required numerical data to produce one segment of the workpiece. The punched tape is moved forward by one block each time to complete the cutting of a segment. The block contains all the information needed for processing a segment of the workpiece such as segment length, cutting speed, feed etc. in the coded form. The dimensional information is taken from the engineering drawing called part drawing. The dimensions are separately given for each axis of motion (X, Y and Z). As compared to a conventional machine tool, a NC system replaces the manual actions of - the operator. In conventional machining operations, a part is produced by moving a cutting tool on a workpiece by means of hand wheels guided by an operator. The contour cuttings are performed by an expert operator by sight. On the other hand, operators of NC machine tool need not be a skilled machinist. They only need the monitoring of operations of the machine, operate the tape reader and usually replace the workpiece. All thinking operations that were formerly done by the operator are now contained in the form of a part program. Preparing the part program for a NC machine tool requires a part programmer. The part programmer must possess a complete knowledge and experience in manufacturing processes in mechanical engineering fields. He must be familiar with the function of NC machine tools and machining processes. He must decide the optional sequence of operations. A typical NC system consists of part program, machine control unit and machine tool as shown in Figure 4.2. (a) Part program or software: The part program or software refers the set of instructions, languages, punched cards, magnetic tape, punched paper tape, and other information processing items. It is the detailed step by step set of instructions which tell the machine tool what to do. The software is the sole element to control the sequence of movement of NC machines. Hence, it is also called software-controlled machines. The programmer plans the entire operations and their sequence by referring the product drawing supplied to him. Then the instructions in the form of the program are prepared, known as part program. The part program is prepared on a program manuscript. Then these instructions are punched on the control tape. According to the instructions punched in tapes, tape reader feeds the codes to Machine Control Unit (MCU). Finally, MCU converts the supplied instructions into the machine movements connected with the machine tool. (b) Machine Control Unit (MCU): NC machine tool has a main unit known as Machine Control Unit (MCU). It has some electronic hardware elements to read the NC program, interprets it and equally translates it for mechanical actions of the machine tool. It is the brain of an NC machine. MCU is the automatic control unit which provides information for manual intervention of the operator. It converts the information from the tape program into the desired command signals. The actuation systems come into the desired action on receiving the command signal from MCU. MCU may be housed in a separate body or on the machine itself. It controls the path of the cutting tool, speeds and feeds, tool change and several other functions. Capabilities of MCU: MCU should capable of doing the following functions. 1. Starting and stopping the machine tool spindle. 2. Varying the spindle speed. 3. Changing the direction of rotation of the spindle. 4. Starting and stopping the coolant supply. 5. Changing the desired tool. 6. Changing the workpiece as required. 7. Locking and unlocking fixtures and workpieces. 8. Guiding the cutting tool tip along the desired path. 9. Controlling the feed rate or movement of the tip. A typical MCU consists of the following units. (i) Input or Reader unit: This input unit consists of electro-mechanical devices used to collect the input from punched tape, cards, magnetic tape and disk. Then the system is driven by a reading head, interpreted the coded information and collected it again for reuse. (ii) Memory: A set of information consists of words which are read from tape and stored into temporary memory called buffer. One block may contain one complete set of instruction words in a particular sequence. The memory helps to keep on storing the next block of words when the machine is processed the previous block. (iii) Processor: The unit which coordinates and controls the functions of other units by sending ready signals to the machine at the appropriate point of time is called processor. (iv) Output channels: The channels which convert the stored data in the memory into actuation signal and supply the output channels as pulses. (v) Control panel: The control panel consists of switches, indicators, Manual Data Input (MDI) and dials for supplying the information about the process to the operator. (vi) Feedback channels: A feedback channel is to check the process whether it is going right or not by sending signals to the operator. (c) Machine tool: Machine tool is the main component of a numerical control system which executes the operations. It consists of the worktable, cutting tools, jigs and fixtures, motors for driving spindle and coolant and lubricating systems. It is a single machine capable of performing operations such as milling, boring, drilling, reaming, and tapping by Automatic Tool Changer (ATC) under the control of tool selection instruction. In NC machines, to control the position of a machine slide, a group of electro-mechanical, pneumatic or hydraulic components is used which are known as servo mechanism. The output from the data handling equipment is passed through separate channels to a servo system which drives the machine slides. NC systems are classified on the basis of types of machine control as follows. (a) Traditional numerical control (NC) (b) Computer numerical control (CNC) (c) Distributed numerical control (DNC). (a) Traditional Numerical Control (NC): The original numerical control machine is referred as a NC machine tool. It has a hardwired control where the control is proficient through the use of punched papers (or plastic), tapes or cards. Tapes tend to wear and become dirty. It leads to misreading. Some other limitations also noticed with the use of traditional NC tapes. For example, NC tapes should manually be reloaded for each new part. It lacks the program editing abilities which consumes more time. Finally, it led end users to move to further development of CNC and DNC systems. (b) Computer Numerical Control (CNC): CNC refers to a system which is locally linked with a computer to store all necessary numerical data. To enhance the performance of tapes, CNC was used due to the compatibility of incorporating other storage media such as magnetic tapes and hard disks. The main advantage of CNC systems is the flexibility allowed to edit the programs according to the need for executing cycles of machining commands. (c) Distributed Numerical Control (DNC): The further development of CNC systems over many years with the use of local area networking has changed in the modern concept updating fields. Therefore, it led to the development of a modern numerical control system called Distributed Numerical Control (DNC). DNC system is almost similar to CNC except an isolated computer used to control a number of machines. An off-site mainframe mass computer grasps the programs for all parts to be manufactured using DNC facility. First, the programs are downloaded from the mainframe computer, and then the local controller supplies data to the hardwired NC machines. In the advanced DNC system, a central computer is used to feed the data to local CNC computers. -Numerical control can be applied to a wide variety of processes. The applications can be divided into two categories: 1. Machine tool applications, such as drilling, milling, turning, and other metal working. 2. Non-machine tool applications, such as assembly, drafting, and inspection. The common NC machine tool applications are listed in the following along with their typical features: (a) NC lathe, either horizontal or vertical axis: Turning requires two-axis, continuous path control, either to produce a straight cylindrical geometry (called straight turning) or to create a profile (contour turning). (b) NC boring mill, horizontal and vertical spindle: Boring is similar to turning, except that an internal cylinder is created instead of an external cylinder. The operation requires continuous path, two-axis control. (c) NC drilling press: These machines use point-to-point control of the work head (spindle containing the drill bit) and two axes (x-y) control of the worktable. Some NC drill presses have turrets containing six or eight drill bits. The turret position is programmed under NC control, thus, it allows the different drill bits to be applied to the same work-part during the machine cycle without requiring the machine operator to manually change the tool. (d) NC milling machine: Milling machines require continuous path control to perform a straight cut or contouring operations. The other applications of NC machine tools are as follows: 1. Press working machine tools 2. Welding machines 3. Inspection machines 4. Automatics drafting 5. Assembly machines 6. Tube bending 7. Flame cutting 8. Industrial robots 9. Automated knitted machines 10. Automatics riveting. Advantages of NC machines: 1. Reduced nonproductive time: Reduction in noncutting time is achieved through fewer setups, less setup time, reduced work-piece handling time, and automatic tool changes on some NC machines. This advantage translates into labor cost savings and lowers the elapsed times to produce parts. 2. Provides greater accuracy and repeatability: Compared with manual production methods, NC reduces or eliminates variations that are due to operator skill differences, fatigue, and other factors attributed to inherent human variabilities. Parts are made closer to nominal dimensions, and there is less dimensional variation among parts in the batch. 3. Lower labour cost: More time is actually spent on cutting the metal. Machine manipulation time, example: Gear changing and often setting time are less with NC machines and they help to reduce the labor cost per job considerably. 4. High production rates: As the machining conditions are optimized and the non-machining time is reduced to a minimum, high production rates are achieved. 5. Improved product quality: The product quality is improved due to greater accuracy and high order of repeatability. 6. Lower scrap rates: More parts are produced within tolerance because greater accuracy and repeatability to be achieved. Human errors are reduced during production. Hence, less scrap is achieved. 7. Reduced inspection requirements: Less inspection is needed when NC is used because parts produced from the same NC part program are virtually identical. Once the program has been verified, there is no need for the high level of sampling inspection. 8. Simpler fixtures are needed: NC requires simpler fixtures because the accurate positioning of the tool is accomplished by the NC machine tool. Tool positioning does not have to be designed into the jig. 9. Shorter manufacturing lead times: Lead time includes the time needed for planning, design and manufacture of jigs, fixtures etc. This time may amount to several months. Since the need for special jigs and fixtures is often entirely eliminated, the time required for their design and manufacture is saved. 10. Reduced parts inventory: NC permits production of parts in smaller lot sizes because fewer setups are required and job changeovers are easier and faster. The economic lot size is lower in NC than in conventional batch production. The average of parts inventory is therefore reduced. 11. Fewer setups per workpiece: Jobs can be set up more quickly and fewer setups are required per part when NC is used. It results a shorter elapsed time between order release and completion. 12. Accurate costing and scheduling: The time taken in machining is predictable, consistent and results in a greater accuracy in estimating and more consistency in costing. 13. Less operator skill is required: Program planning in preparing tapes reduces the necessity for operator decisions. Hence, less skilled operators can be utilized. 14. Longer tool life: Tools can be used at optimum speeds and feeds because these functions are controlled by the program. 15. Flexibility in changes of component design: The modification of component design can be readily accommodated by reprogramming and altering the tape. Savings are affected in time and cost. Disadvantages of NC machines: Though NC machines have a range of advantages, there are certain limitations that should be considered while making a choice of them. They are as follows: 1. Higher investment cost: An NC machine tool has a higher initial cost than a comparable conventional machine tool. It is due to the cost of electronic hardwires, software development costs, the requirement of more reliable mechanical components, and other additional features that, they are not included on conventional machines, such as automatic tool changers and part changers. 2. Higher labour cost: Cost and skill of the people required to operate an NC machine is generally high in view of the complex and sophisticated technology involved. Properly trained part programmers are required to write instructions in desired languages for the machines on the shop floor. 3. Higher maintenance effort: In general, NC equipment requires a higher level of maintenance than conventional equipment requires which translates to higher maintenance and repair costs. It is largely due to the computer and other electronics that are included in a modern NC system. 4. Higher running cost: There is relatively a higher running cost involved due to automatic operation of NC machines. 5. Demand for higher utilization of NC equipment: To maximize the economic benefits of an NC machine tool, it usually must be operated multiple shifts. It means addition of one or two extra shifts to the plant's normal operations with the requirement for supervision and another staff support.1. Basic Principle of NC Machines

2. Comparing NC with Conventional System
3. Elements of NC System
4. Types of NC Systems based on the Type of Machine Control
5. Applications of NC Machines
6. Advantages and Disadvantages of NC Machines
Manufacturing Technology: Unit IV: CNC Machines : Tag: : CNC Machines - Manufacturing Technology - Numerical control System
Related Topics
Related Subjects

Manufacturing Technology
ME3493 4th semester Mechanical Dept | 2021 Regulation | 4th Semester Mechanical Dept 2021 Regulation