Manufacturing Technology: Unit I: Mechanics of Metal Cutting
Mechanism of chip formation
Mechanics of Metal Cutting - Manufacturing Technology
During machining, the cutting tool exerts a compressive force on the workpiece.
MECHANISM OF CHIP FORMATION During machining, the cutting tool exerts a compressive force on the workpiece. The material of the workpiece is stressed beyond its yield point under this compressive force. It causes the material to deform plastically and shear off as shown in Figure 1.10. The plastic flow takes place in a localized region is called shear plane. This shear plane extends from the cutting edge obliquely up to the uncut surface ahead of the tool. The sheared material begins to flow along the cutting tool face in the form of small pieces called chips. The compressive force applied to form the chip is called cutting force. A chip is a combination of reshaping and fracturing. The reshaping of a work material means that enough force has been exerted by the tool to permanently deform or fracture the work material. If a material is reshaped, it is said to have exceeded its plastic limit. The deformed chip is separated from the parent material by fracture. Regardless of the tool being used or the metal being cut, the chip forming process occurs by a mechanism called plastic deformation. This deformation can be visualized as shearing. when a metal is subjected to a load exceeding its elastic limit, the crystals of the metal elongate through an action of slipping or shearing which takes place within the crystals and between adjacent crystals, Chip formation is simplest when a continuous chip is formed in orthogonal cutting. In oblique cutting, a single, straight cutting edge is inclined in the direction of tool travel. This inclination causes the change in the direction of chip flow up the face of the tool. When the cutting edge is inclined, the chip flows across the tool face with a sideways movement that produces a helical form of chip. When the chip flows over the tool, it will wear off the tool. Due to friction during the wearing, heat is produced. The heat generated raises the temperature of the work, cutting tool and chip. The temperature rise in cutting tool tends to soften it and it causes the loss of keenness in the cutting edge thereby leading to its failure. The cutting force, heat and abrasive wear are the basic features of the metal cutting process. The following points are worth to note the: • shear plane is actually a narrow zone of the order of about 0.025 mm. • cutting edge of the tool is formed by two intersecting surfaces. • surface along which the chip moves upwards is called rake surface. • surface which is relieved to avoid rubbing with the machined surface is called flank. During cutting process, the following properties of the workpiece material are quite important. (i) Hardness (ii) Abrasive qualities (iii) Toughness (iv) Tendency to weld (v) Inherent hard spots and surface inclusions. The desirable properties of tool material are hardness, strength, toughness and wear resistance.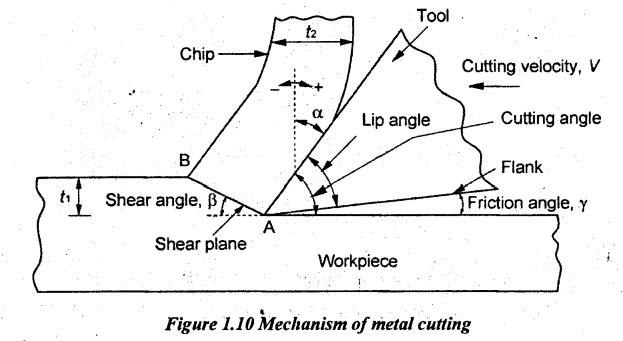
Manufacturing Technology: Unit I: Mechanics of Metal Cutting : Tag: : Mechanics of Metal Cutting - Manufacturing Technology - Mechanism of chip formation
Related Topics
Related Subjects

Manufacturing Technology
ME3493 4th semester Mechanical Dept | 2021 Regulation | 4th Semester Mechanical Dept 2021 Regulation