Manufacturing Processes: Unit III: Bulk Deformation Processes
Hydrostatic Extrusion
Working Principle, Advantages, Disadvantages
In hydrostatic extrusion, the container is filled with a fluid. Extrusion pressure is transmitted through the fluid to the billet as shown in Figure 3.75.
HYDROSTATIC EXTRUSION In hydrostatic extrusion, the container is filled with a fluid. Extrusion pressure is transmitted through the fluid to the billet as shown in Figure 3.75. Here, the whole area of the billet is completely circumscribed by a pressurized liquid, except the area of billet which is in contact with die. Friction is eliminated in this process because of no contact between billet and container wall. Brittle materials can also be extruded by this process. Greater reductions are possible by this method. Pressure involved in the process may be as high as 1700 MPa. Pressure is limited by the strength of the container, punch and die materials. Vegetable oils such as castor oil are used. Normally, this process is carried out at room temperature. However, this process can also be carried out in warm or hot but it is due to the stability of fluid used. So, the temperature is limited. Hydrostatic extrusion has to be carried out in a completely sealed cylinder for containing the hydrostatic medium. Hydrostatic extrusion is employed for making aluminium or copper wires-especially for reducing their diameters. Ceramics can be extruded by this process. The fluid may be pressurized in the following two ways: (a) Constant-rate extrusion: A ram or plunger is used for pressurizing the fluid in the container. (b) Constant-pressure extrusion: A pump with a pressure intensifier is used for pressurizing the fluid which is then pumped into the container. Advantages of hydrostatic extrusion: 1. There is no friction between container and billet. It minimizes the force requirements, allows higher reduction ratios, faster speeds and lower billet temperature. 2. Uniform flow of material is obtained. 3. Large billets and large cross-sections are extruded. 4. Uniform hydrostatic pressure inside the container eliminates the requirement of billets being straightened and extrusion of coiled wire. 5. No billet residue is left on the walls of container. Disadvantages of hydrostatic extrusion: 1. The billets have to be prepared by tapering one end so that it matches the die entry angle. 2. It can be difficult to contain the fluid under the effects of high pressures (upto 2 GPa). 3. More handling time is required for the injection and removal of the fluid for every extrusion cycle. 4. Decreased control of speed of the billet and stopping occur because of potential stick- slip and enormous stored energy in the compressed fluid. 5. Decreased process efficiency is in terms of billet-to-container volume ratio. 6. Enhanced complications occur when the extrusion is done at elevated temperature. 7. Leakage of pressurized oil and uncontrolled speed of extrusion at exit because of enormous stored energy in the compressed fluid.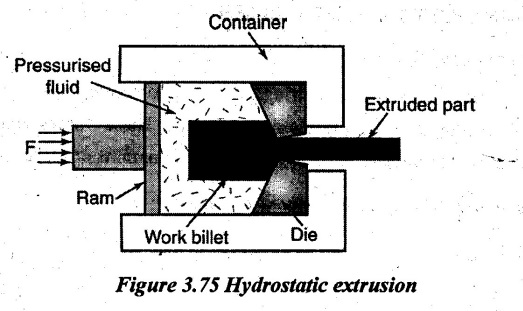
Manufacturing Processes: Unit III: Bulk Deformation Processes : Tag: : Working Principle, Advantages, Disadvantages - Hydrostatic Extrusion
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation