Manufacturing Processes: Unit III: Bulk Deformation Processes
Forging Processes
Steps, Classification, Characteristics, Tools
Forging is the process of mechanical working of metals. In this process, the desired shape is obtained by the application of a compressive force.
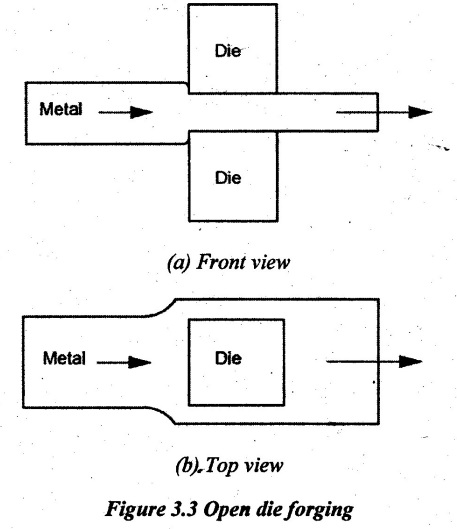
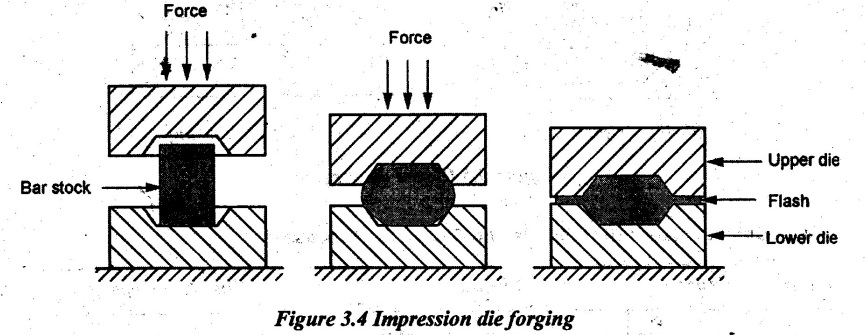
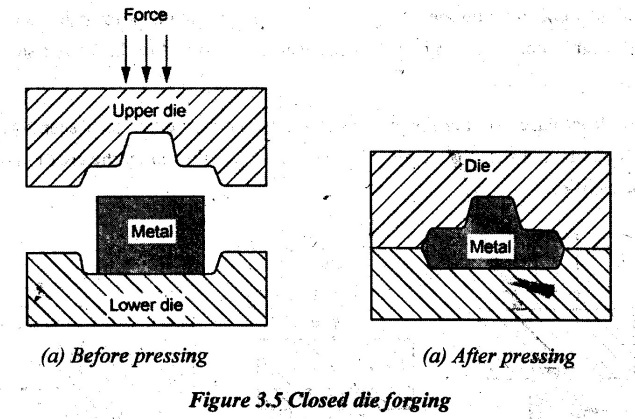
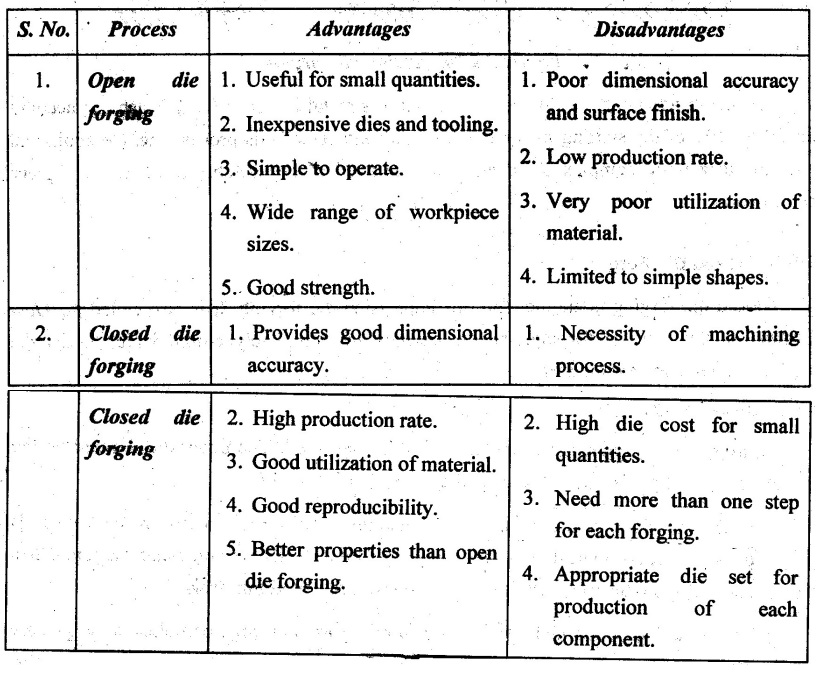
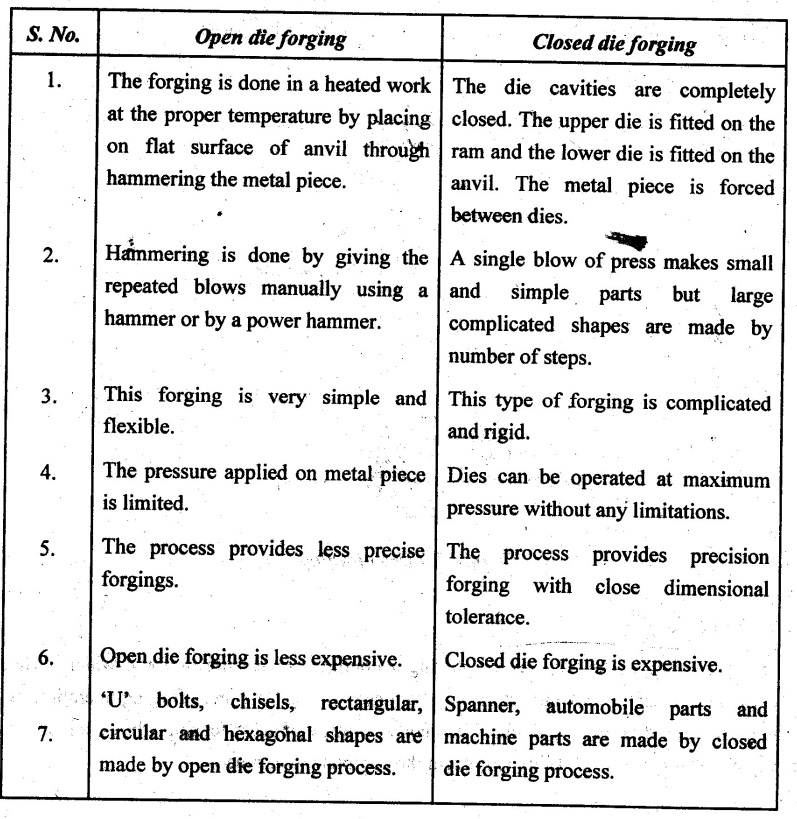
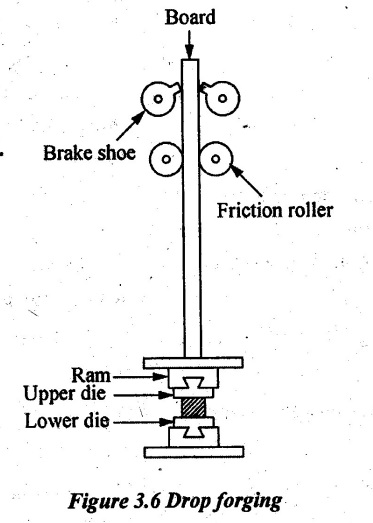
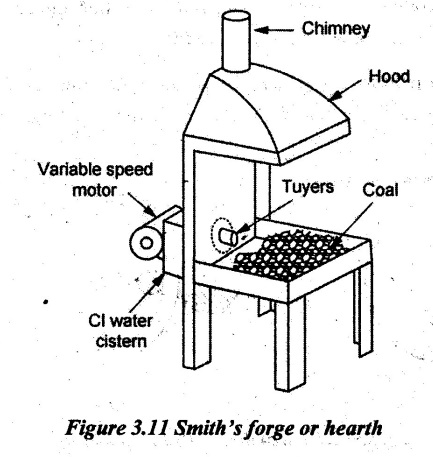
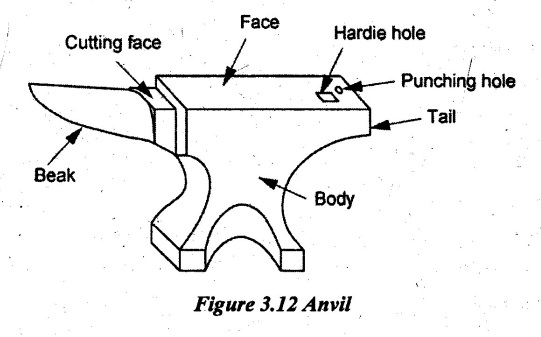
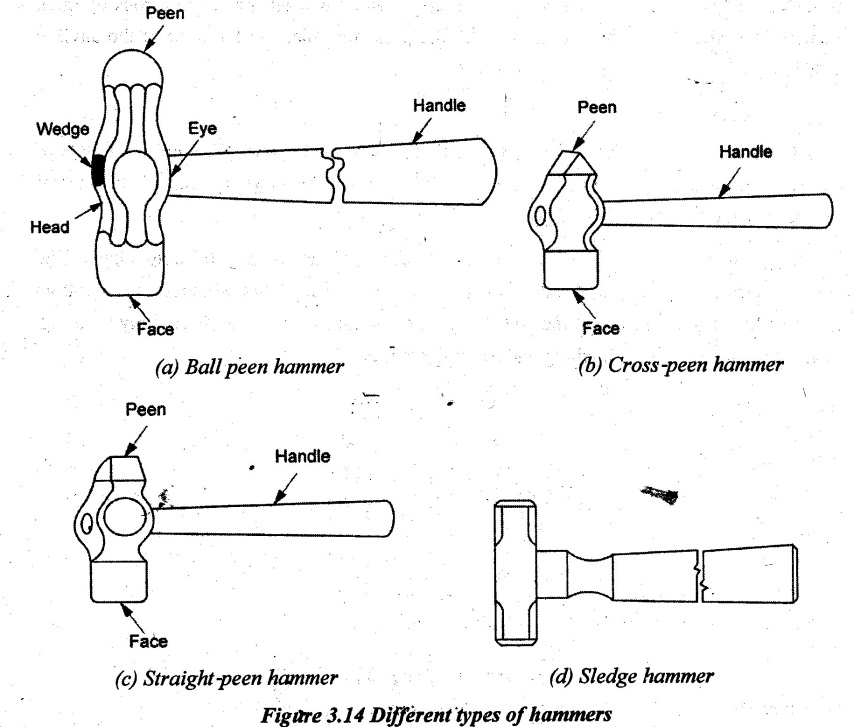
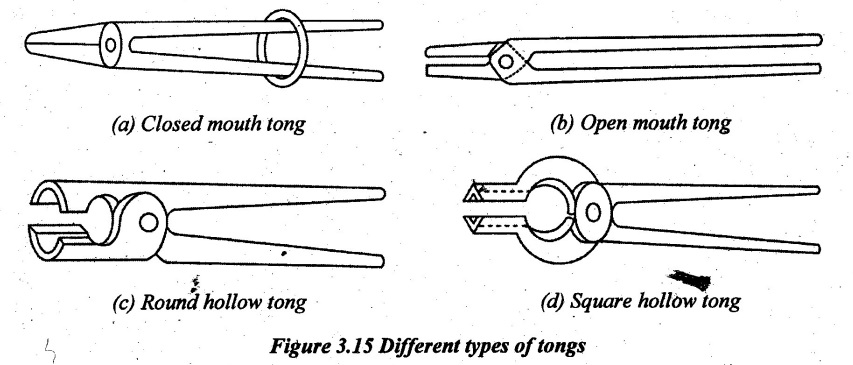
FORGING PROCESSES Forging is the process of mechanical working of metals. In this process, the desired shape is obtained by the application of a compressive force. In hot forging, the metal is heated above the recrystallization temperature. Then, it is compressed and squeezed to the required shape by using a hammer or press tool. The forging process usually consists of the following steps: Step 1: Forging process starts preforming of a round or square piece from a forging blank or bar stock. Open-die forging is often used to preform or pre-shape the workpiece for closed-die forging. Step 2: Rough forging is the next step in the forging operation. Rough forging operation involves operations such as fullering, edging and blocking operations. Step 3: Fullering and edging operations are used to distribute the material into specific regions of the blank. Step 4: Blocking creates a rough shape. Step 5: Final shaping is done by using the finishing die. The finishing die is used to bring the part to final tolerances and surface finish. This die creates flash. Flash is material that is allowed to flow out along the parting lines of the dies. It is the excess metal which squirts out of the cavity as a thick ribbon of metal. Flash cools rapidly and increases the frictional resistance, forcing other material to stay within the dies and fill the cavity more completely under pressure. Step 6: Then, the flash is trimmed off using trimming die. Step 7: Final product is obtained by using finishing operations such as grinding, polishing, etc. (i) Based on the process used, the forging operations may be classified as follows: 1. Smith forging (or) open die forging (a) Hand forging (b) Power forging 2. Impression die forging 3. Closed die forging (ii) Based on the equipment used, the forging operations may be classified as follows: 1. Hammer forging or drop forging 2. Press forging 3. Upset forging 4. Roll forging 5. Precision forging 3. Open Die Forging Open-die forging is carried out between flat dies or dies of very simple shape as shown in Figure 3.3. In this process, a heated work is placed on flat surface of anvil or between flat dies and the hammering force is applied. Hammering is done by giving repeated blows manually using a hammer or by a power hammer. Heavy forgings weighing up to 25,000 kg are produced. This forging is very simple and flexible. It is very much useful for producing simple shapes such as 'U' bolts, chisels, rectangular, circular and hexagonal shapes. The following are the features of open die forging: 1. Hot forging is used for relatively roughly shaped workpieces. 2. Simple processes such as upsetting and flattening are used to shape workpieces. 3. It has simple die cavities and shapes. 4. Multiple blows are required to workpiece. 5. For large workpieces, mechanical manipulators are used to position the part between blows. Smith forging (or) open die forging may be carried out in many methods as follows based on how the hammering force is applied on workpiece: 1 Hand forging: The metal is heated and placed over the anvil by using tongs. One side of the former is held on the parts to be forged while the other side is struck with a sledge by a helper. The repeated blows are given by a sledge hammer to obtain the required shape in the metal. 2. Power forging: In forging, power hammer or power presses are used. Machines which work on forging by blow are called hammers whereas those machines working by pressure are called presses. In power hammer, a suddenly falling weight which strikes on the metal makes it into the required shape. In power presses, the compressive force applied by presses is used to shape the metal so, power forging is used in mass production. 4. Impression Die Forging In impression-die forging, the workpiece obtains the shape of the die-cavities or impression while being forged between two or more dies containing impressions of the part shape. Because the metal flow is restricted by the die contours, this process can produce more complex shapes with close tolerances than open-die forging processes. Most engineering metals and alloys such as carbon and alloy steels, tool steels, and stainless, aluminum and copper alloys and certain titanium alloys can be forged by conventional impression-die processes. In this process, there are some materials that flows outwards and forms a flash. The flash plays a significant role in the flow of material in impression-die forging. The thin flash cools rapidly. Because of its frictional resistance, it subjects the material in the die cavity to high pressures thereby encouraging the filling of the die cavity. The blank to be forged is prepared by different means such as cutting or cropping from an extruded or drawn bar stock, powder metallurgy. The blank is placed on the lower die and the upper die begins to descend as shown in Figure 3.4. The blank's shape gradually changes and it is followed by the creation of the flash between die cavities. The major advantage to this process is that less metal is lost to flash. Flash can account for 20 to 45% of the starting material. The disadvantages of this process include additional cost due to a more complex die design and the need of better lubrication and workpiece placement. Closed die forging is another form of impression-die forging. It is also called flashless forging. In this type of forging, the die cavities are completely closed which keeps the workpiece free from forming flash. Closed die forging is a forging process in which dies move towards each other and covers the workpiece fully or partially. The heated metal which is approximately to the shape or size of the final forged part is placed in the bottom die. The shape of the forging is incorporated in the top or bottom die as a negative image. When the force is applied between upper and lower dies, the raw material is pressed and formed the metal into the required forged form. The process provides precision forging with close dimensional tolerance. Closed die forging is expensive than open-die forging. 6. Characteristics of Open Die and Closed Die Processes 7. Difference between Open Die and Closed Die Forging Processes 8. Drop Forging In drop forging, impression dies or closed dies are used. The upper die is fitted on the ram and the lower die is fitted on the anvil as shown in Figure 3.6. Both the dies have impressions. Two rollers are fixed on the board. When both rolls rotate opposite to each other, it drives the board upward and lifts the ram using friction. When the rolls are released, the ram will fall down and produce a working stroke. A single blow of press makes small and simple parts but large complicated shapes are made by number of steps. Applications: It is used for making spanner, automobile parts and machine parts. 9. Press Forging Press forging works by slowly applying a continuous pressure or force which differs from the near-instantaneous impact of drop-hammer forging. The press forging operation can be done either cold or hot conditions. The main advantage of press forging when compared to drop-hammer forging is its ability to deform the complete workpiece. Press forging is done in a press. The press may be operated either mechanically or hydraulically as shown in Figure 3.7. It is a closed die forging operation. The action is relatively slow squeezing rather than delivering heavy blows. The lower die fixed to the anvil whereas the upper die is fixed in the ram. The ram is allowed to move down slowly and presses the metal slowly with high pressure. The finished component may be automatically removed by providing ejectors in the die set. The capacity ranges from 50,000kg to 80,000kg and speeds vary from 34 to 40 strokes per minute. The operation is a time-consuming process due to the amount and length of steps. When it is done in high productivity, press forging is more economical than hammer forging. The operation also creates close tolerances. The operation can be used to create any size part because there is no limit to the size of the press forging machine. Press forging can be used to perform all types of forging including open-die and impression-die forgings. Applications: Press forging is used for making the components such as spanner, connecting rod, machine components etc. 10. Comparison between Press Forging and Drop Forging 11. Upset Forging The upset forging increases the diameter of the workpiece by compressing its length. The machine is having a die set. The die set consists of a fixed die, movable die and punch as shown in Figure 3.8. The heated metal bar is held inside the solid die and the force is given to the punch. So, the punch will squeeze the heated metal to the shape of the die cavity. Upset forging is usually done in special high-speed machines, i.e. crank presses but upsetting can also be done in a vertical crank press or a hydraulic press. The machines are usually set up to work in a horizontal plane, and facilitate quick exchange of workpieces from one station to the next. The standard upsetting machine employs split dies that contain multiple cavities. 12. Roll Forging In this process, a heated metal bar is passed between two rolls. Roll forging is performed by an impression-die forging operation. The roll forging machine consists of two horizontal rolls. A piece of heated stock is passed between rolls. As the rolls rotate, the heated metal is squeezed. It is used for reducing the cross section of a bar and producing a taper end. The most important use of this process is the preparation of preformed blanks. 13. Precision Forging Precision forging normally means the close-to-final form or close-tolerance forging. It is not a special technology and a refinement of existing techniques to a point where the forged part can be used with little or no subsequent machining. Precision forging is an alternative process to replace the traditional forging complex parts. As the precision forging is done without flash, it does not only save the time to cut the flash but also saves the material of forgings flash. Precision forging and closed die forging have the same basic working principle. The difference is that precision forging has higher requirements on the surface, dimensional tolerances and shape. The precision forgings usually need less machining or without machining. As a process of a one-time forming, precision forging need precision size, weight and shape on forging blanks. Materials used for precision forging: Precision forging is done by the hot working. Precision forging could forge a variety of materials. The most common materials are carbon steel, alloy steel, stainless steel and copper alloy. Applications of precision forging: Precision forgings are mainly used in the key components of aircraft, power generation equipment, tubing components and automotive industries which have the high requirements on surface quality. 14. Seamless Rolled Ring Forging Seamless rolled ring forging is typically performed by punching a hole in a thick, round piece of metal (creating a donut shape) and then rolling and squeezing the donut shape into a thin ring. Ring diameters can be anywhere from a few cm to 10 m. The ring rolling process typically begins with upsetting of the starting stock on flat dies at its plastic deformation temperature. Piercing the hot upset stock by forcing a punch into it causes the metal to displace radially. A subsequent operation named as shearing removes the small punch out for producing a completed hole through the stock. Now, the stock is in the shape of doughnut and ready for the ring rolling operation. At this point, the stock is called a preform. The doughnut-shaped preform is now squeezed between outer and inner rotating rollers as shown in Figure 3.10 (a). The squeezing operation results in a thinning of the section and correspondence increase in the diameter of the ring as shown in Figure 3.10 (b). Once the ring mill is turned OFF, the ring as shown in Figure 3.10 (c) is then ready for secondary operations such as close tolerance sizing, parting, heat treatment and test/inspection. 15. Forging Tools The following tools are used in the forging operations: 1. Smith's forge or hearth 2. Anvil 3. Swage block 4. Hammers 5. Tongs 6. Chisels 7. Fullers 8. Flatters 9. Punch and drift 10. Set hammer 1. Smith's forge or hearth It is used for heating purposes during forging operation. The structure of hearth is made of cast iron or cast steel. It has four-legged support, an iron bottom known as hearth and a chimney along with hood. An opening is also provided at the rear side of the structure to supply the air into the furnace. The hearth is covered by fire bricks lining: For quenching purpose, a water tank is also provided at front side of forge. Air under pressure is supplied to the furnace by a blower. 2. Anvil The anvil is used for supporting the work while hammering the hot metal. Its body is generally made of cast steel, wrought iron or mild steel provided with a hardened top which is about 20 mm to 25 mm thick. The horn or beak is used in bending the metal or forming curved shapes. The hardie hole is of square shape and it is used for holding square shanks of swages fullers etc. while the punching hole or Pritchel hole is of circular shape which is used for bending rods of small diameter and as a die for hot punching. The flat projecting piece at the back of the anvil is called tail. 3. Swage block Swage block is usually a block of cast steel or cast iron carrying a number of slots of different shapes and sizes along its four side faces. It also has various shapes and sizes of through holes from its top face to bottom face. Swage block is used as a support in punching holes and forming different shapes. The job to be formed into a desired shape is kept on a similar shaped slot which acts as a bottom swage and the top swage is applied on the other side of the job. It is used for mainly squaring, sizing, heading, bending, punching and forming operations. 4. Hammers There are number of hammers used in forging. The classification of hammers is largely according to the size and weight of the hammers used in forging. The following hammers are generally used in forging. A ball peen hammer has a flat face as shown in Figure 3.14 (a). This face is used for general work. The face is hardened and polished well. The ball end of the hammer, called peen end, is particularly used for riveting. The peen is the top part made slightly tapered from the cheeks and rounded at the top. Cross-peen hammer is similar to a ball peen hammer except the shape of the peen. A chisel edged peen perpendicular to the handle axis is provided as shown in Figure 3.14 (b). It is used for chipping, riveting, bending and stretching metals and hammering inside the curves and shoulders. Straight-peen hammer is similar to a cross peen hammer but its peen is in-line with the hammer handle as shown in Figure 3.14 (c). It is used for swaging, riveting in restricted places and stretching metals. Sledge hammer has two flat faces on both ends as shown in Figure 3.14 (d). Sledge hammers are comparatively heavier than hand hammers. Therefore, they are used for heavy type of forging work when heavy blows are needed. 5. Tongs Tongs are used to hold the jobs in position and turning over during forging operation. They are made of mild steel. Tongs are usually made in two pieces and riveted together to form a hinge. The various types of tongs commonly used for holding work are as follows: (a) Closed mouth tong: A closed mouth tong is used for holding thin sections. (b) Open mouth tong: An open mouth tong is suitable for holding heavier stock. (c) Round hollow tong: A round hallow tong is used for holding square, hexagonal and orthogonal works. (d) Square hollow tong: A square hollow tong is used for holding square, hexagonal and octagonal sections. Chisels are used to cut the metals in hot or cold states. The main difference between these chisels is in the included angle at the cutting edge. A cold chisel carries an included angle of 60° at the cutting edge. Later it is well hardened and tempered. It is made of high carbon steel. It is used for cutting metals in cold state. A hot chisel can be made of medium carbon steel as there is no need of hardening. It is used to cut the metal in plastic state. The included angle of its cutting edge is 30°. 7. Fullers Fullers are used in pairs consisting of a top and bottom fuller. They are made of high carbon steel in different sizes to suit the various types of jobs. Bottom part of fuller is held in hardie hole of anvil with its square shape of shank. Their working edges are normally rounded. They are used for necking down or to reduce the cross section of a job. In some cases, they are also used in drawing operations. 8.- Flatters Flatters are also known as smoothers. They are made of high carbon steel and consist of a square body fitted with a handle and flat square bottom as shown in Figure 3.17. They are used for leveling and finishing a flat surface after drawing out or any other forging operation.1. Steps in Forging Operation

2. Classification of Forging Operations
6. Seamless rolled ring forging.
5. Closed Die Forging
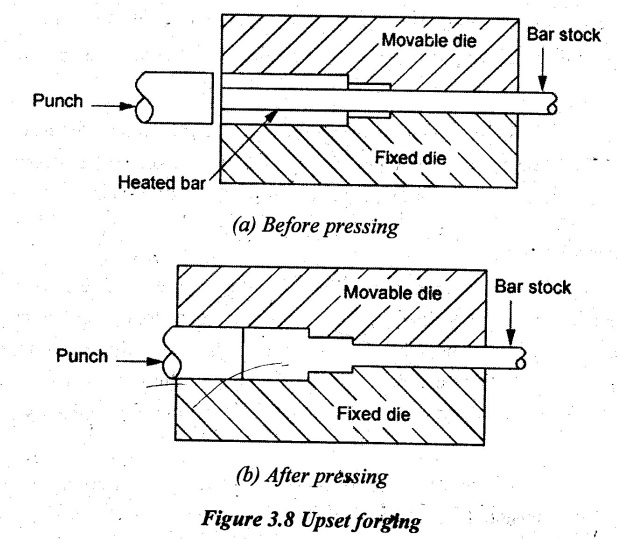 Forging of the ring and rod types with all kinds of heads and shoulders such as bolts, nuts, washers, collars, pinion gear blanks, etc. can be conveniently produced by the upset forging. Examples of parts produced by using the upset forging process are engine valves, couplings, bolts, screws and other fasteners.
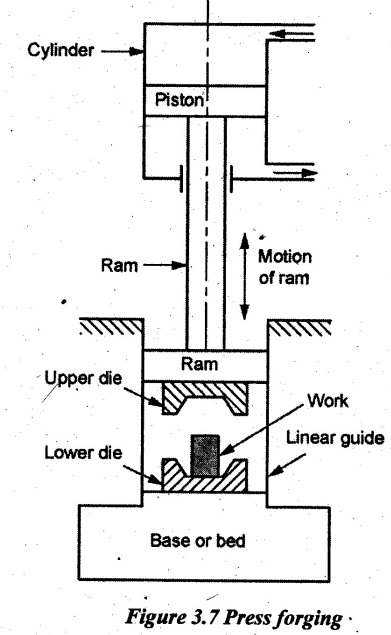
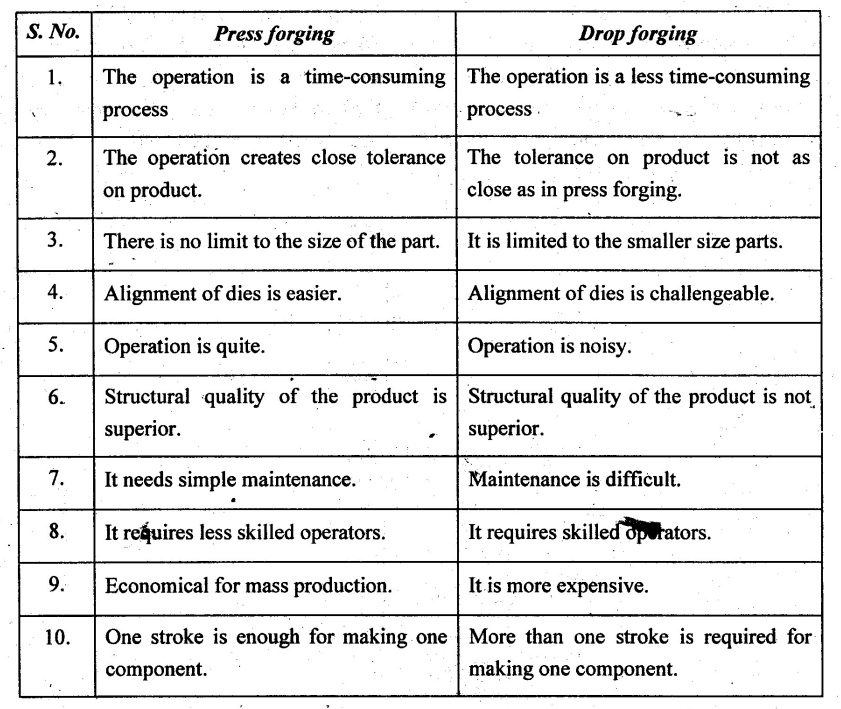
Forging of the ring and rod types with all kinds of heads and shoulders such as bolts, nuts, washers, collars, pinion gear blanks, etc. can be conveniently produced by the upset forging. Examples of parts produced by using the upset forging process are engine valves, couplings, bolts, screws and other fasteners.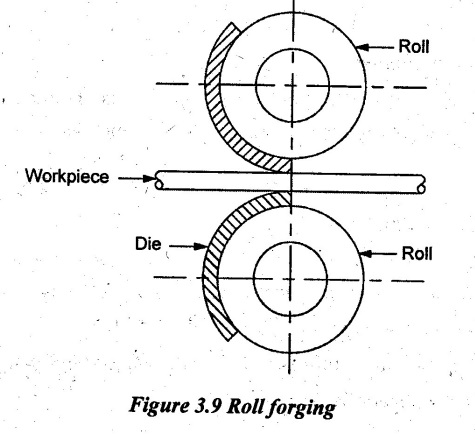

 6. Chisels
6. Chisels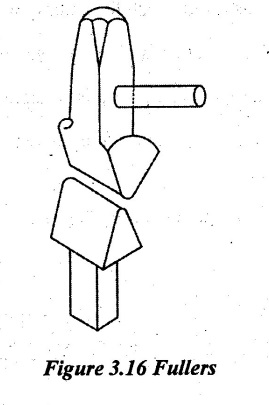
Manufacturing Processes: Unit III: Bulk Deformation Processes : Tag: : Steps, Classification, Characteristics, Tools - Forging Processes
Related Topics
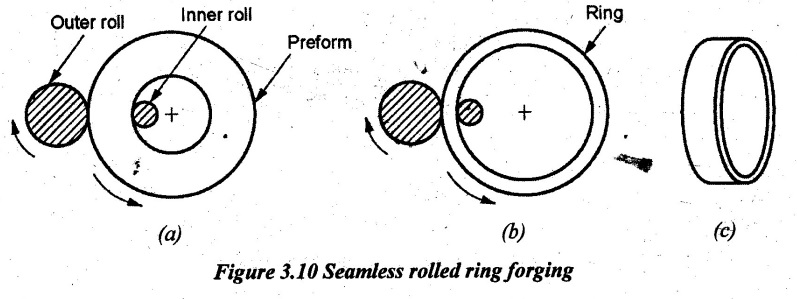
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation