Manufacturing Technology: Unit III: Reciprocating Machine Tools
Finishing of Gears
Reciprocating Machine Tools - Manufacturing Technology
Generally, the gear teeth are produced by any one of the gear forming or generating processes.
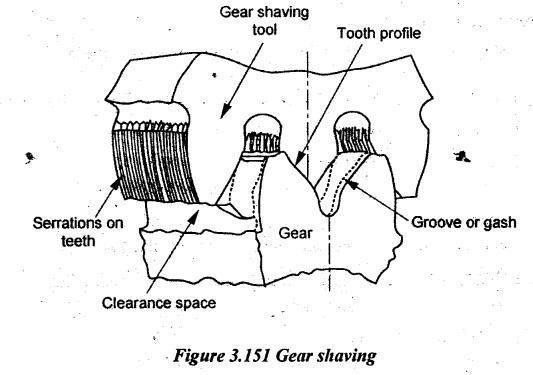
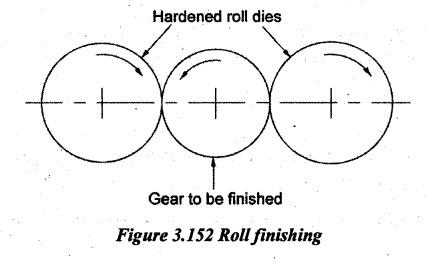
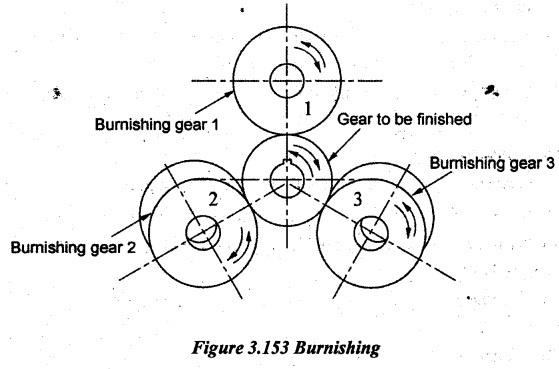
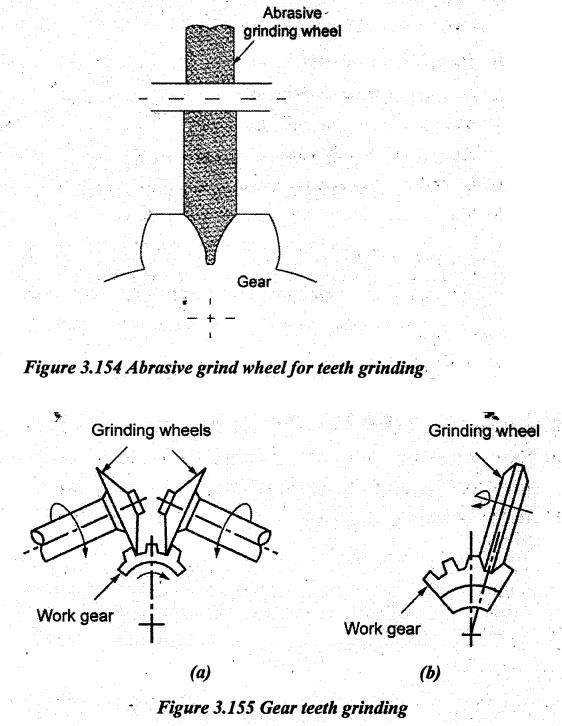
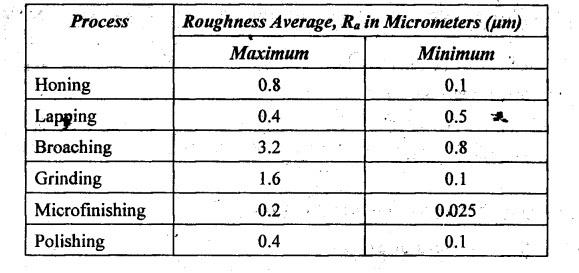
FINISHING OF GEARS Generally, the gear teeth are produced by any one of the gear forming or generating processes. But, the gear does not be more accurate with the good quality surface. The rough surface of gear teeth occurs due to vibrations causing noise, excessive wear, play and backlash between meshing pair of gears. So, the gear produced by generation process leads to low power transmission and it produces incorrect velocity ratio because of poor surface finish. Therefore, the gear finishing is carried at last in gear manufacturing. The following are the gear finishing processes described below. Gear shaving is a process of finishing of gear tooth by rotating at very high rpm through meshing a gear shaving tool as shown in Figure 3.151. A gear shaving tool is of a type of rack or pinion having hardened teeth provided with serrations. When the tool moves, the serrations will act as cutting edges to remove rough surfaces on the pinion gear by scrapping process. Both gears in mesh are pressed to make proper mating contact. Gear shaving can be used when: • for finishing high volume of small gears • for heat treated gears having poor accuracy in profile and lead • Minor thermal distortions are present • for mixed volume and frequent changeovers. Capabilities of gear shaving: (i) It corrects error in index, helical angle, tooth profile and eccentricity. (ii) It increase load carrying capacity of gears. (iii) It improves tooth surface smoothness. (iv) It reduces gear noise. (v) It eliminates the danger of tooth end load concentration in service. (vi) It efficiently corrects the spacing error. (vii) Shaving can remove 80% of errors of manufactured gears. Advantages of gear shaving: (i) It improves gear tooth surface finish and concentricity of the tooth profile. (ii) It gives same surface finish as given by gear grinding. (iii) It provides gear modifications that improve noise and load carrying capacity of gear. (iv) It minimize thermal distortions caused by heat treatment. (v) It is faster and economical gear finishing process. Disadvantages of gear shaving: (i) Gear shaving can finish either hardened gears of gear having hardness value up to 40 HRC only. (ii) Shaved gears have a step mark left on gear teeth at the end of the involute profile. It causes excessive noise, wear and vibration. (iii) Shaving causes more material from the gear tooth surface around pitch point of a gear. It adversely affects the gear tooth surface finish. Applications of gear shaving: (i) Gear shaving is generally used for finishing of soft gears. (ii) It is widely used for finishing spur, helical and worm gears of moderate size. (iii) It can be used to remove hobbing scallops and other irregularities produced by gear hobbing process. (iv) It can be used to provide crowned tooth or a tapered tooth. Two hardened rolling dies are used to remove the rough surface in the gear to be finished. The dies have very accurate tooth profile of the gear to be finished. The gear to be finished is held between these dies. Next, all three dies are rotating about their axis in meshing. During rotation, the pressure is applied by both dies on the gear to be finished. At the same time, the material of the dies should be harder than the gear in the process to permit the plastic formation of high points and burrs on the profile of gear tooth which results the smooth surface gear tooth. Gear burnishing is another method of surface finishing for gear teeth of a gear which is done before heat treatment. It consists of rolling the work gear with the hardened rotating gears called burnishing gears whose teeth are very hard, smooth and accurate. First, the gear to be finished is mounted on a vertical reciprocating shaft which is a type of mandrel. Next, the mandrel is held between three burnishing gears spaced at 120° positions around the work gear as shown in Figure 3.153. One of the burnishing gears is the driver and the other two are idlers which exert burnishing pressure against the work gear. The burnishing gears are slowly moved towards the axis of the gear to be finished. The rotations of all gears are permitted for a few minutes or at least few revolutions to allow the plastic formation. The plastic formation of irregularities in the cold state allows the flow of plastic liquid to form the smooth surface to the gear. The reciprocating motion of forward and backward passes of the gear to be finished is carried in order to obtain the smooth surface throughout the gear teeth surface. During burnishing, a lubricant is supplied to produce the required surface quality and to prevent abrasion. The quality of gear teeth can be ensured by maintaining the speed of burnishing and gear to be finished. Capabilities of gear burnishing: (i) It improves surface integrity and fatigue life of the gears. (ii) The process is faster than other conventional gear finishing methods. Advantages of gear burnishing: (i) Burnishing is very fast finishing process for producing smooth surface compared to shaving and honing. (ii) It can finish both external and internal gears. (iii) It removes or reduces nicks and burrs from the gear teeth. (iv) It improves surface integrity and fatigue life of gears. (v) Longer life of burnishing dies and their lower maintenance cost makes it very suitable for mass production. Disadvantages of gear burnishing: (i) Burnishing can finish only unhardened gears. (ii) It cannot improve tooth position, tooth profile, lead, spacing or concentricity. (iii) There may be some undesirable effects such as localized surface stresses and non-uniform surface characteristics. (iv) Cost of burnishing dies is higher as compared to the cutter used in shaving and grinding. (v) Burnishing causes damage when a large portion of workpiece gear tooth is rolled over. Applications of gear burnishing: Gear burnishing is used for: (i) finishing the helical gears. (ii) improving fatigue strength of gear tooth. (iii) improving gear tooth profile and reduce gear noise. (iv) improving gear quality and surface finish. The abrasive grinding wheel of a required shape and geometry is used to finish the gear teeth. In addition, the abrasive grinding wheel should highly be heat treated to increase its hardness to perform and enhance the grinding action on the gear teeth to be finished. In this case, the gear to be finished is mounted in a shaft and reciprocated under the grinding wheel. The grinding action is carried out for each of the gear teeth. In some cases, medium-hardened grinding wheels are used to save the cost of gear hobbing and gear shaving processes. There are two methods by which the gear is grinded. (i) Gear generating grinding process (ii) Gear forming grinding process. The generating grinding method uses two saucers shaped grinding wheels as shown in Figure 3.155 (a). These grinding wheels are set so that their active faces are in planes tangent to the involute curvatures of two teeth on the gear. It is accomplished by turning the wheels to an angle equal to the pressure angle of the gear being ground. In forming grinding method as shown in Figure 3.155 (b), the contour of the wheel is trued by a special fixture so that it coincides with the profile of gear tooth. The adjacent flanks of two teeth are simultaneously ground. Gear grinding can be used when: • More materials to be removed • For gears having more pressure angle • For gears having large face width and module • For gears requiring higher accuracy in profile and lead • Presence of thermal distortions. Capabilities of gear grinding: (i) It is very accurate and frequently used gear finishing process. (ii) It can finishes gears having hardness value up to 92 HRC. (iii) It can do profile modification. (iv) It can improve the accuracy of gears. Advantages of gear grinding: (i) Gears which cannot be finished by other methods can be ground. (ii) Hardened gears can be grinded. (iii) It is fast and is able to provide micro-finish. (iv) Microgeometry errors can be corrected by using a properly shaped grinding wheel. (v) It is only productive process for finishing the conical gears. Disadvantages of gear grinding: (i) Gear grinding is an expensive and complex process. (ii) Low production capacity. (iii) Low dimensional accuracy is obtained. (iv) Transverse grind lines on the finished surface cause noise and vibration of the gears. (v) Ground gear teeth have defects such as fine cracks, thermal distortion and uneven stress distribution over the gear tooth surface. (vi) Gear grinding is unable to finish some special gears such as inner gears, multi- joint gears and large-size gears. (vii) Frequent redressing of grinding wheel is necessary. Applications of gear grinding: (i) Frequently used to finish tooth profile of different type of gears of hard material which have been heat treated to a high hardness level after gear cutting. (ii) Gear grinding can finish spur, helical and conical gears. Lapping is a surface finishing process used for producing geometrically accurate flat, cylindrical and spherical surfaces. The removal of metal takes place by abrasive action. In lapping process, the two surfaces are rubbed under a load. A fine abrasive suspended in oil is fed in between surfaces while the operation is in progress. During the operation in progress, the direction of rubbing is constantly changed. The lapping process is used for: (i) removing small amounts of material from the surfaces of the tools. (ii) removing small defects and surface cracks left during previous operations. (iii) eliminating small distortion. Gear lapping is the process of imparting a very fine finish and a high degree of accuracy to gear teeth, by using a lapping tool and applying a fine-grained abrasive between a work material and a closely fitting surface, called a lapping plate. By running mating pairs together in a gear lapping machine and feeding a liquid abrasive compound under pressure into the gear pair, small amounts of metal are removed as the gears rotate. Thus, it refines the tooth surface and achieving the desired contact pattern. Angular, spur and helical gears can be lapped but the process is mainly applied to spiral bevel gears and hypoid gears. Gear lapping corrects the minute errors in involute profile, helix angle, tooth spacing, and concentricity created in the forming or cutting or in the heat treatment of the gears. Therefore, gear lapping is most often applied to sets of hardened gears that must run silently in service. It is important to bear in mind that gear lapping is a mating process; two gears that have been matched by lapping should be operated as a set and also replaced as a set, rather than singly. Gear lapping can be used when: • Mating gears are finished in a pair using suitable lapping medium • Minute corrections in involute profile, helix angle, runout or index error are desired. • Dimensionally accurate gear with high tolerance is required. • Excellent surface quality is required. Capabilities of gear lapping: (i) It corrects minute distortion caused due to heat treatment, errors in involute profile, helix angle, spacing and eccentricity in the hardened gears. (ii) Gear tooth contact improves by lapping. Advantages of gear lapping: (i) Gear lapping imparts very fine finish to gear teeth. (ii) It improves the wear properties of gear teeth. (iii) Lapping also contribute to have proper backlash, between meshing teeth. (iv) It is less damaging than grinding. It can even remove subsurface damage caused by sawing or grinding. (v) Lapping improves flatness, parallelism and gives very good surface finish. (vi) Lapping finishes the products to a very high value of dimensional accuracy. (vii) Minor corrections in tooth bearing shape and position can be obtained through lapping. Disadvantages of gear lapping: (i) Gear grinding is an expensive and complex process. (ii) Production capacity is low. (iii) It is very slow process and it is costly as compared to other finishing methods. (iv) It finishes the mating gears is a pair which cannot be interchanged with the members of any other similar pair. (v) Low material removal rate and non-uniform lapping over tooth surface result the poor correction in profile error. Applications of gear lapping: (i) Gear lapping can finish spur, helical and conical gears but it is mainly used for finishing spiral bevel gears and hypoid gears. (ii) Lapping is used to produce dimensionally accurate gears to high tolerances. Honing is also an abrasive process used for finishing previously machined surfaces. It is mostly used for finishing internal cylindrical surfaces such as milled, drilled or bored surfaces. The tool used, called a hone, is a bonded abrasive stone made in the form of a stick. Although honing enables the maximum stock removal out of the entire surface finishing operations, this higher stock removing capacity enables the application of honing for correcting slight out of roundness or taper. The usual amount of stock left for removal by honing is from 0.1mm to 0.25mm. Honing is performed at relatively slow speeds in the range of 10-30 metres/min. Gear honing is a hard finishing process similar to gear shaving. It is used for microfinishing of the generated gear teeth. Gear lapping and gear honing are the last finishing operations of a gear generation process. The flanks of an external teeth gear and an internal teeth honing ring are in rolling contact with a specified radial pressure at a low cutting speed. The driven work-piece and tool spindles are crossed at a defined angle. The superposition of the in-feed movements gives a resulting gliding movement running diagonally from tip to root of the tooth flank. This produces a micro-cutting process with short cutting point engagement. Gear honing is designed to improve the geometric accuracy and surface conditions of a hardened gear. The teeth of hardened gears are honed to remove nicks and burrs, to improve finish, and to make minor corrections in tooth shape. Gear honing is carried out on high- speed machines specially designed for the process. The honing tools is similar to a gear driving the workpiece at high speed (up to 30 m/min) while oscillating so that the teeth slide axially against the workpiece. By improving the surface finish and the quality of the geometry of the gear tooth, the interference free gear performance can be obtained with full contact between two rolling surfaces. It gives extremely smooth rolling of the gear and thereby noiseless operation, excellent power transmission and low wear. The process of gear honing is ideally suitable for obtaining these characteristics. Methods of gear honing: There are two methods of gear honing processes as follows: (i) Zero-backlash method (ii) Constant-pressure method. Zero-backlash method is used for gears made to commercial tolerances. In this method, he tool head is locked so that the distance between the centre of the work gear and centre of he honing tool is fixed throughout the honing cycle. Constant-pressure method is used for gears produced to dimensions outside commercial olerance ranges. In this method, the tool and the work gear are kept in pressure-controlled ight mesh. Gear honing can be used when: • Less material to be removed • For gears having high contact ratio, low pressure angle, and long addendum • Nick and burrs to be removed • Minor corrections in gear microgeometry required • Resistance to wear and pitting to be improved • High surface finish required. Characteristics of gear honing: (i) Excellent surface finish and extreme small roughness values. (ii) Noiseless surface structure. (iii) Extreme good wear behavior due to the induction of high compressive residual stresses. (iv) No thermal stresses; no changes of the material microstructure; no grinding burn. (v) Fairly good correction of pitch errors and run out. (vi) Low tooling costs because it uses long tool life of ceramic bonded honing stones. (vii) High stock removal is possible. (viii)It is very economic finishing process, especially in mass production. Capabilities of gear honing: (i) It improves noise characteristics of gears. (ii) It produces cross-hatch lay pattern on finished gear teeth surface which improves lubrication oil retention. (iii) There is no increase in backlash. (iv) It corrects the distortion after heat treatment. (v) It improves concentricity. (vi) There are no machining marks in transverse direction. Advantages of gear honing: (i) Favorable surface texture reduces the noise emission in the transmission. (ii) Induced residual stresses in tooth flanks increase the bearing capacity. (iii) Low cutting speed prevents structure damages (burning). (iv) New machines and tool systems achieve high stock removal rates and direct honing of hardened gears. (v) Quick process. and short floor to floor times are ideal for the quantity production. (vi) There are no limitations of gear size from a small pinion to the final drive gear. . So, all can be honed. (vii) It needs low cost and the process is economical process. (viii)It reduces or corrects the geometrical errors induced by previous manufacturing or finishing processes. Disadvantages of gear honing: (i) It has limited life of honing gear tool. (ii) Honing time is increased as error in tool shape increases. Applications of gear honing: (i) It can be used for finishing hardened external and internal gears. (ii) Honing can do crowning of gears. (iii) Applied to improve the geometric accuracy and surface conditions and to remove nicks and burrs. (iv) It is used for minor corrections in tooth shape which increases wear resistance and reduces noise generation. Difference between gear honing and gear lapping processes: As the name of this group of abrasive operations suggests, their objective is to achieve superior surface finish up to mirror-like finishing and very close dimensional precision. The finishing operations are assigned as the last operations in the single part production cycle usually after the conventional or abrasive machining operations, but also after net shape processes such as powder metallurgy, cold flash less forging, etc. The following Table 3.3 shows typical maximum and minimum roughness average (Ra) values that can be produced on various finishing processes. Table 3.3 Surface roughness obtainable in finishing operations1. Gear Shaving
2. Roll Finishing of Gear Tooth
3. Gear Burnishing
4. Gear Grinding
5. Gear Lapping
6. Gear Honing
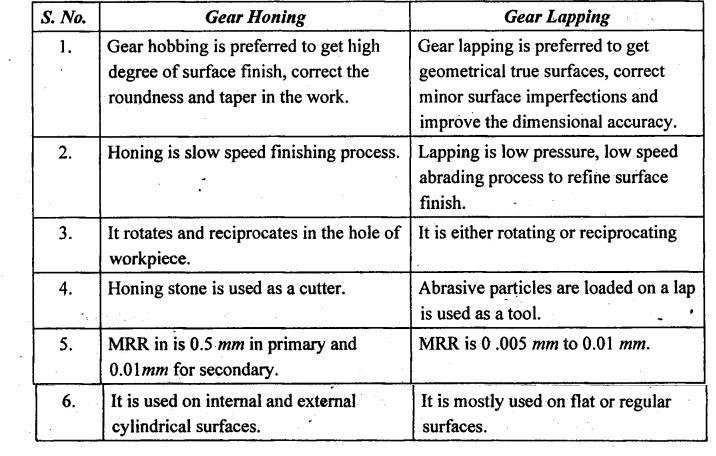
SURFACE ROUGHNESS OBTAINABLE IN LAPPING, HONING AND BROACHING OPERATIONS
Manufacturing Technology: Unit III: Reciprocating Machine Tools : Tag: : Reciprocating Machine Tools - Manufacturing Technology - Finishing of Gears
Related Topics
Related Subjects

Manufacturing Technology
ME3493 4th semester Mechanical Dept | 2021 Regulation | 4th Semester Mechanical Dept 2021 Regulation