Manufacturing Processes: Unit III: Bulk Deformation Processes
Defects in rolled parts
two types
There are two types of defects which can occur in rolled products. 1. Surface defects 2. Internal structural defects.
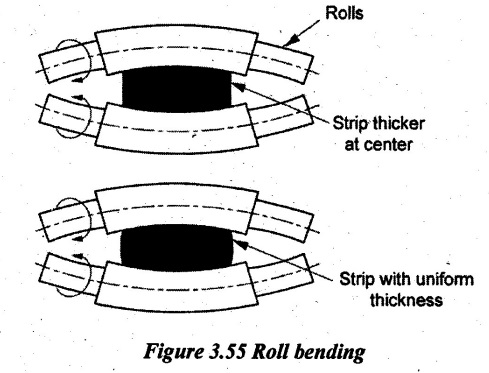
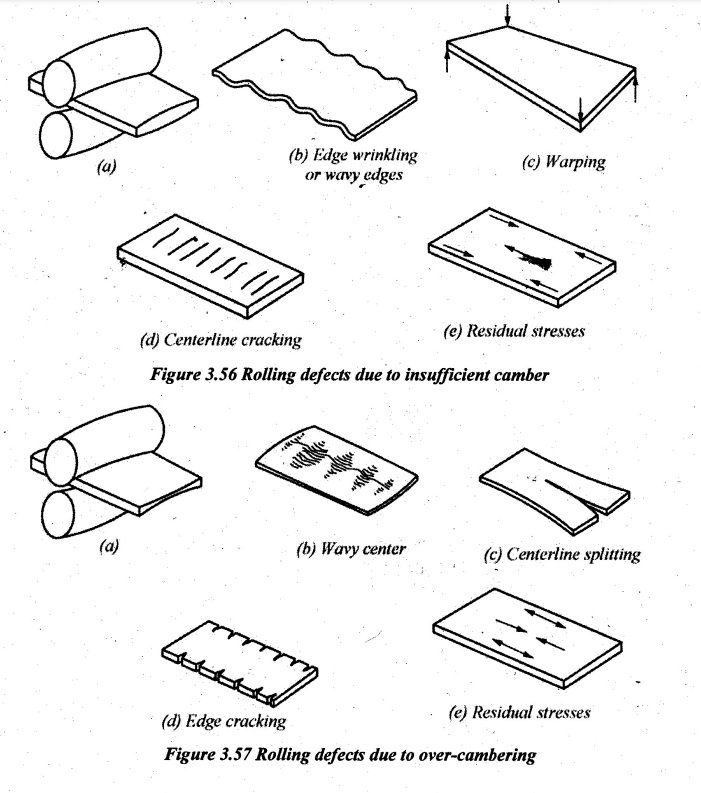
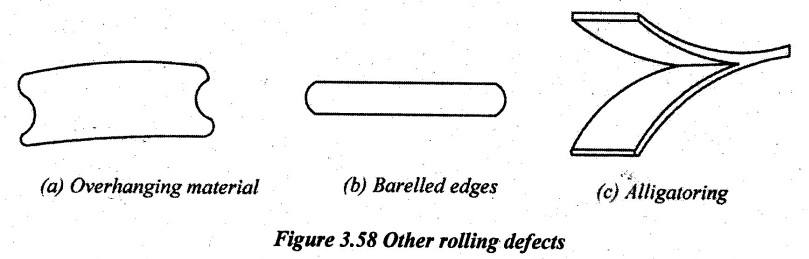
DEFECTS IN ROLLED PARTS There are two types of defects which can occur in rolled products. 1. Surface defects 2. Internal structural defects. It includes scale, rust, scratches, cracks and pits. It is due to the impurities and inclusions in the original cast material. Because of the forces acting on them, rolls undergo change in shape during rolling. As a straight beam deflects under a transverse load, roll forces tend to bend the rolls elastically during rolling as shown in Figure 3.55. The higher is the elastic modulus of the roll material, the smaller will be the roll deflection. As a result of roll bending, the rolled strip tends to be thicker at its center than at its edges (crown) as shown in Figure 3.55. To avoid it, a 'camber' to be provided to rolls i.e. diameter of rolls is made slightly larger at the centre than edges. The results of insufficient camber are shown in Figure 3.56. The thicker center requires the edges to be elongated more. It can cause edge wrinkling or warping of a plate as shown in Figures 3.56 (b) & (c). The center is left in residual tension and center cracking can occur as shown in Figures 3.56 (d) and (e). If the rolls are over-cambered, as shown in Figure 3.57, the residual stress pattern is the opposite. Centerline compression and edge tension may cause edge cracking, lengthwise splitting and a wavy center. Porosity, cavity and blow hole occurred in the cast ingot will be closed up during rolling process. Longitudinal stringers of non-metallic inclusions or pearlite banding are related to melting and solidification practices. In several cases, these defects can lead to laminations which drastically reduce the strength in the thickness direction. Lamination may occur due to incomplete welding of pipe and blowholes during rolling process. The internal defects such as fissures are created. If only the surface of the workpiece is deformed (as in a light reduction on a thick slab), the edges are concaved as shown in Figure 3.58 (a). The overhanging material is not compressed in the subsequent step of rolling which causes this area under tensile stress and leads to edge cracking. With heavy reduction, the centre tends to expand more laterally than the surface to be produced barrelled edges as shown in Figure 3.58 (b). It causes the secondary tensile stresses by barrelling which are susceptible to edge cracking. Alligatoring as shown in Figure 3.58 (c) will occur when the lateralpread is greater at the centre than the surface (surface in tension and centre in compression) and with the presence of metallurgical weakness along the centreline. Laps will occur due to misplace of rolls which can cause undesired shapes. Flakes or cooling cracks along edges result in decreased ductility in hot rolling such as blooming of extra coarse grained ingot. Scratches may occur due to tooling and handling.1. Surface defects:
2. Defects due to roll bending:
3. Other defects in rolling:
Manufacturing Processes: Unit III: Bulk Deformation Processes : Tag: : two types - Defects in rolled parts
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation