Manufacturing Technology: Unit IV: CNC Machines
CNC Motion Controls
CNC Machines - Manufacturing Technology
There are two main types of machine tools and the control systems required for use with them differ because of the basic differences in the functions of the machines to be controlled.
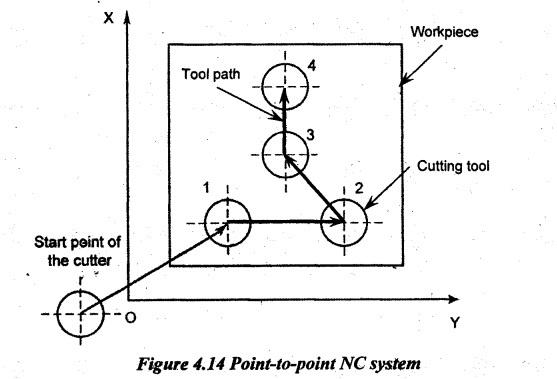
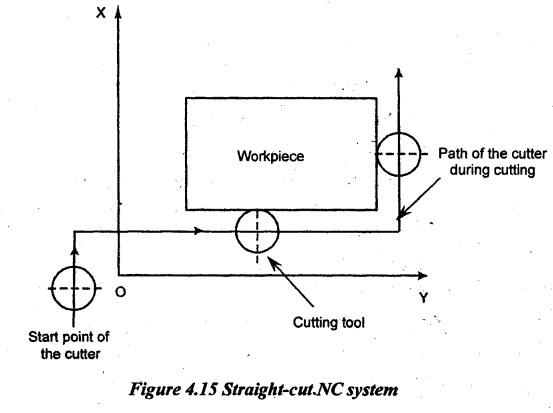
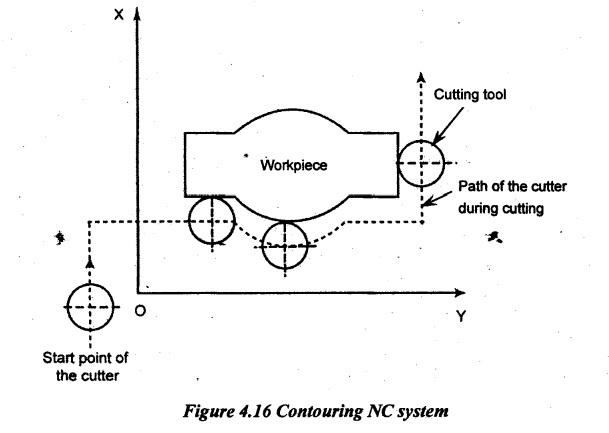
CNC MOTION CONTROLS There are two main types of machine tools and the control systems required for use with them differ because of the basic differences in the functions of the machines to be controlled. There are three types of NC systems used which is based on the type of motion control. They are: 1. Point-to-point NC system 2. Continuous path NC system (a) Straight-cut system. (b) Contouring system. Some machine tools for example drilling, boring and tapping machines etc. require the cutter and the workpiece to be placed at certain fixed relative positions at which they must remain while the cutter does its work. These machines are known as point-to-point machines. In this point-to-point system, the objective of the machine tool control is to move the cutting tool to a predefined location. It moves the tool only in straight lines. The speed or path is not important in this system. The point-to-point system is also called positioning system in which each axis of the machine is separately driven by a ball screw or lead screw, depending on the type of operation. The operation such as drilling or punching, the positioning and cutting take place sequentially using a point to point NC system. The time required in the operation is minimized for good efficiency. The simplest example of a point-to-point system is a drilling machine. In this system, first, the start point is set for the drill. The workpiece is moved along the axes of motion until the center of the hole to be drilled is exactly under the drill. Then the drill is moved towards the workpiece, the hole is drilled and the drill moves out in a rapid traverse feed. The workpiece moves to a new position for next hole to be drilled. The drilling is carried in the sequence of 1- 2-3-4 as shown in Figure 4.14. At each X-Y position, table movement stops to perform the drilling operation. Point-to-point systems are used mainly in drilling, punching, and straight milling operations. Other type of machine tools involves motion of workpiece with respect to the cutter while the cutting operation is taken place. Continuous path systems generally refer to systems that are capable of continuous simultaneous control of two or more axes. In continuous path machines, the tool performs the process while the worktable is moving. Thus, it enables the system to generate angular surfaces, two-dimensional curves, or three-dimensional contours in the workpiece. This control mode is required in many milling and turning operations. The continuous path machines can be classified into the following two types depending on the movement of the tool during cutting. (a) Straight-cut NC system: When continuous path control is utilized to move the tool parallel to only one of the major axes of the machine tool worktable, this is called straight-cut NC system as shown in Figure 4.15. It is preferred for milling operations. Here, it is not possible to combine more than a single axis direction. Hence, angular cuts are not possible. (b) Contouring system: When continuous path control is used for simultaneous control of two or more axes in machining operations, this is called contouring NC system. It is a complex and flexible method of tool control. It is capable of performing both point to point and straight-cut operations. The path of NC cutter is continuously controlled to generate the desired geometry of the workpiece as shown in Figure 4.16. The system is able to generate angular surfaces, two-dimensional curves, or three-dimensional contours in the work part. The positioning and cutting operations take place along controlled paths. The contouring system is used on lathes, milling machines, grinders, welding machinery and machining centers. Sensing requirements for PTP and Contouring axes: PTP systems need only feedback of position but contouring axes need feedback of both position and velocity. In PTP systems, velocity is adjusted in open loop to achieve rapid traversal of the table with preprogrammed acceleration, deceleration patterns. But the hardware capabilities of the axis confirm often to contouring.1. Point-to-Point System
2. Continuous Path System
Manufacturing Technology: Unit IV: CNC Machines : Tag: : CNC Machines - Manufacturing Technology - CNC Motion Controls
Related Topics
Related Subjects

Manufacturing Technology
ME3493 4th semester Mechanical Dept | 2021 Regulation | 4th Semester Mechanical Dept 2021 Regulation