Manufacturing Processes: Unit IV: Sheet Metal Processes
Clearance
Sheet Metal Processes
Clearance is the intentional space between punch cutting edge and die cutting edge for cutting operations such as blanking and piercing.
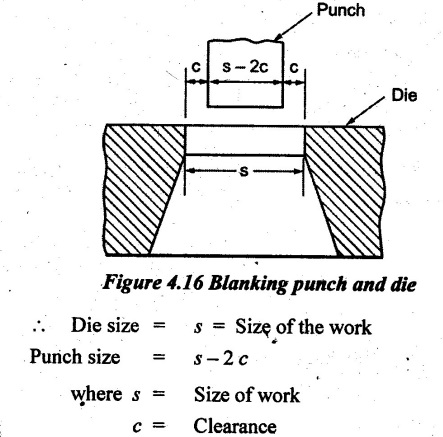
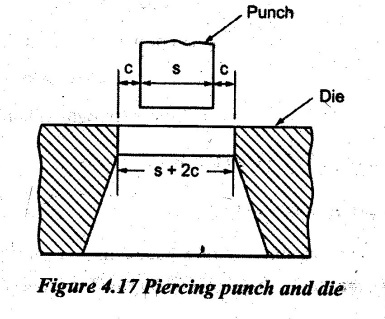
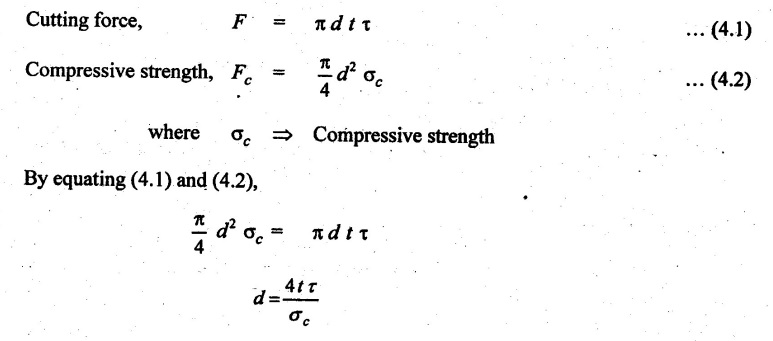
CLEARANCE Clearance is the intentional space between punch cutting edge and die cutting edge for cutting operations such as blanking and piercing. Depending on the type of cutting operations, the space between punch and die is provided. The cut-out portion is the required part in this operation. In this case, the die is made to exact size and the punch is made smaller in size providing clearance. In this case, the cut-out portion is considered as waste and left out portion is the required part. So, the punch is made to exact size and the die is made bigger in size by providing clearance. Punch size = s Die size = s + 2 c Usually, the value of c varies from 3% to 8% of material thickness. Clearance is a must to allow in meeting the fractures when the break occurs. The amount of clearance depends upon the following factors: 1. Type of material 2. Thickness of material 3. Hardness of material 4. Type of operation. Usually, the fracture lines will start at the cutting edge of the punch and die. Excessive clearance: It allows a large edge radius and excessive plastic deformation. Large burns are present at the break edge and the break is not smooth. Insufficient clearance: It does not allow a clean break but the partial break occurs. It is also called secondary shear. Cutting force is a function of the area of cutting edge being sheared at any instant and shearing strength of the workpiece material. Cutting force calculations help in selecting the press of a proper tonnage (capacity) to avoid overloading the press. Cutting force, F = πdtτ …for round holes = L t τ ….for other contours where F ⇒ Cutting force in tonnes d ⇒ Hole diameter (mm) t = Thickness of material (mm) L ⇒ Shear length or perimeter to be cut (mm) τ ⇒ Ultimate shear strength of materials (tonnes/mm2), Ultimate shear stress, τ = 0.577 × Ultimate tensile stress To apply necessary force required during punching, the punch should have sufficient compressive strength. So, the cutting force should be equal to compressive strength of punch. Problem 4.1 Calculate the force required for punching a 20 mm diameter hole though a 3 mm thick alloy steel plate. The ultimate tensile strength of the alloy is given as 850 MPa. Given data: d = 20 mm t = 3 mm σ = 850 MPa = 850 N/mm2 Solution: Ultimate shear stress, τ = 0.577 σ = 0.577 × 850 = 490.45 N/mm2 Cutting force, F = π d t τ = π × 20 × 3 × 490.45 = 92447.64 N Ans. Problem 4.2 Calculate the minimum diameter of the hole that can be punched in a material of 3 mm thick having 320 N/mm2 shear and 136 N/mm2 compressive stress. Given data: t = 3 mm τ = 320 N/mm2 σc = 136 N/mm2 Solution:1. Clearance for Blanking
2. Clearance for Piercing or Punching
3. Effect of Clearance
4. Force Required for Punching
5. Smallest Hole that can be Punched
6. Solved Problems on Punching


Manufacturing Processes: Unit IV: Sheet Metal Processes : Tag: : Sheet Metal Processes - Clearance
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation