Manufacturing Technology: Unit II: Turning Machines
classification of multi-spindle automatic lathes
Turning Machines - Manufacturing Technology
Multi-spindle automatic lathes are classified as follows.
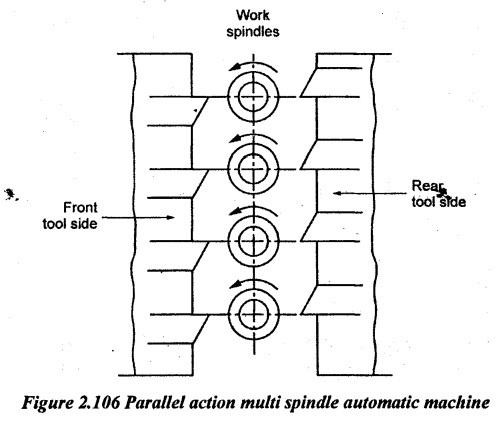
CLASSIFICATION OF MULTI-SPINDLE AUTOMATIC LATHES Multi-spindle automatic lathes are classified as follows. 1. According to the type of workpiece (stock) used. a. Bar type machine b. Chucking type machine. 2. According to the arrangement of spindle. a. Horizontal spindle type b. Vertical spindle type. 3. According to the principle of operation. a. Parallel action type b. Progressive action type. These machines operate on bar stock, usually round. Sometimes, a bar of hexagonal shape can also be used. These machines can be specified by the largest diameter of stock that can be fed through the spindles. The size of bars ranges from about 14 mm diameter. The bar stock may be fed by either gravity or rollers. These machines are similar to bar type machines. They handle several workpieces held in several chucks. It can be specified according to the diameter of the work which can be swung over tool slides. The maximum size of bar stock that can be used in this machine is 250 mm. These types of automatics are also called multiple-flow machine. The line diagram of this machine is shown in Figure 2.106. This machine consists of a frame with a headstock. The axes of work spindles are horizontal. These spindles are arranged in a line one above the other. The work spindles are housed in the headstock. There are two cross slides, one on the left-hand side and the other on the right-hand side. The left-hand side cross slide is called front tool slide. The right-hand side cross slide is called rear tool slide. These slides carry the cross-feeding tools. Cams are used to obtain all working and auxiliary motions of the machine units. In this type of machine, the same operation is performed on each spindle. In one working cycle, each workpiece is finished in each spindle. In a five-spindle machine, five components can be completed at a time. Similarly, in an eight- spindle machine, eight components can be completed at a time. Hence, it is called parallel action multi-spindle machine. The production rate is very high in this machine. But only simple components can be machined since all machining processes are done at one position. In this type of machine, the workpieces are machined in stages. A six-spindle progressive action multi-spindle automatic lathe is shown in Figure 2.107. The headstock is mounted on the base of the machine. The headstock has a spindle carrier. This carrier rotates about a horizontal axis through the centre of the machine. The working spindles are mounted in the spindle carrier. Workpieces are held by the collet in the spindles. The bar stock is fed to the spindle from the rear. Cross slides are mounted in a frame above the face of the spindle carrier. These tool slides carry forming, chamfering, facing and cutting off tools. These cross slides travel radially inward for cutting operation. The cross slide movement is controlled by a cam in the camshaft. In this type of machine, the workpieces are machined in stages. The arrangement of spindles, spindle carrier and tool slides in a six-spindle progressive action multi-spindle automatic lathe are shown in Figure 2.107. The main tool side (or end tool slide) is situated in front of the spindle carrier. It carries tool slides around its periphery. There is one tool slidé corresponding to each spindle. The tool slides move towards the spindle while machining. Operations such as straight turning, boring and threading are done by tools mounted on these tool slides. The spindle carrier indexes on its own axis by 60° at the end of tool return. As the spindle carrier indexes, it carries the work from station to station. In the first station, the bar stock is fed. In every station, various types of operations are progressively done (one after another in each station). At the sixth station, the component is completed and cut off. A finished component is obtained at each time the spindle carrier indexes. Some components produced in multi- spindle automats are shown Figure 2.108.1. Bar-Type Automatic Machine
2. Magazine-Loading Type or Chucking Type Machine
3. Parallel Action Multi Spindle Automats
4. Progressive Action Multi Spindle Automats or Cutting Off Machine

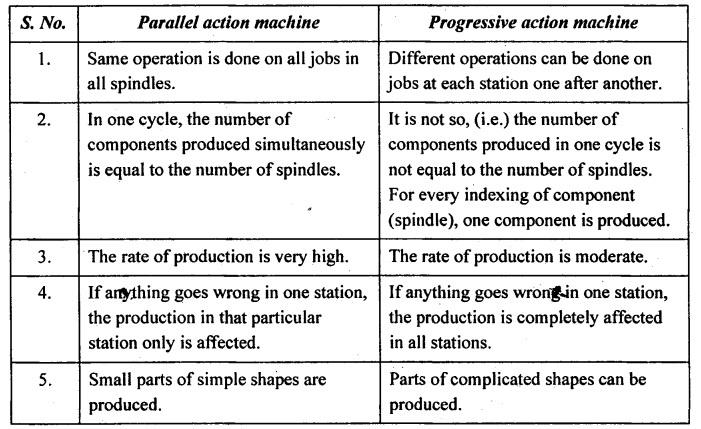
5. Comparison of Parallel Action and Progressive Action Multi-Spindle Automatic Lathes
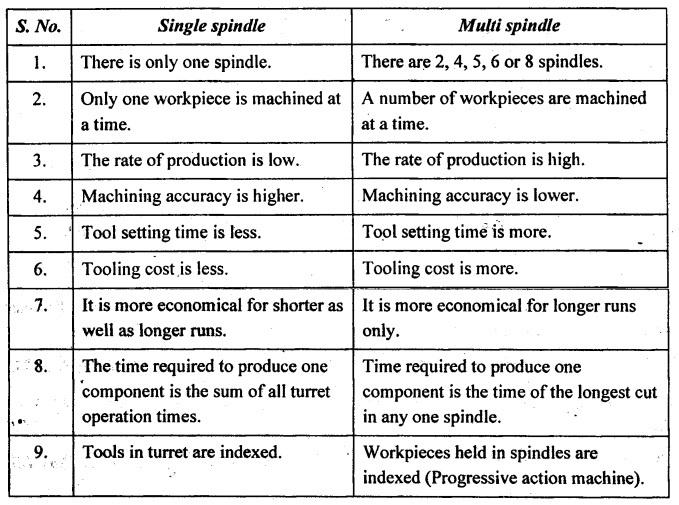
6. Comparison of Single Spindle and Multi Spindle Automatic Lathes
Manufacturing Technology: Unit II: Turning Machines : Tag: : Turning Machines - Manufacturing Technology - classification of multi-spindle automatic lathes
Related Topics
Related Subjects

Manufacturing Technology
ME3493 4th semester Mechanical Dept | 2021 Regulation | 4th Semester Mechanical Dept 2021 Regulation