Manufacturing Processes: Unit III: Bulk Deformation Processes
Bulk Deformation Processes: Incremental Forming
Classification, Working Principle, Operations, Advantages, Disadvantages, Limitations, Applications
Incremental forming, also known as incremental sheet forming, is a dieless metalworking process that is suitable for small lot productions of a wide variety of complex parts.
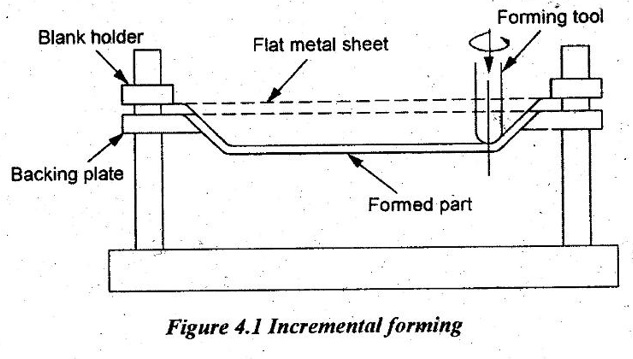
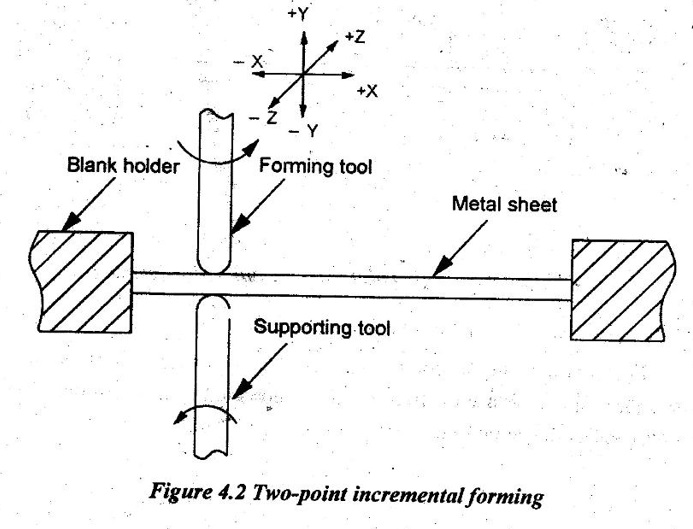
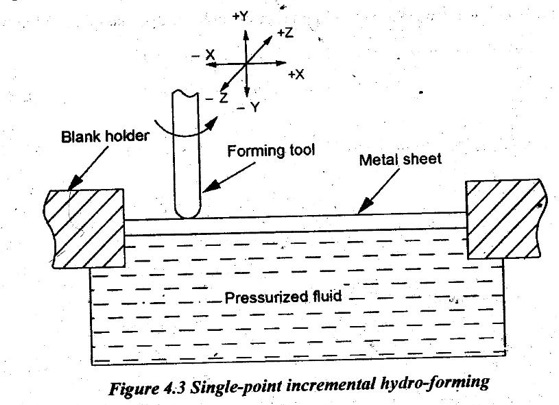
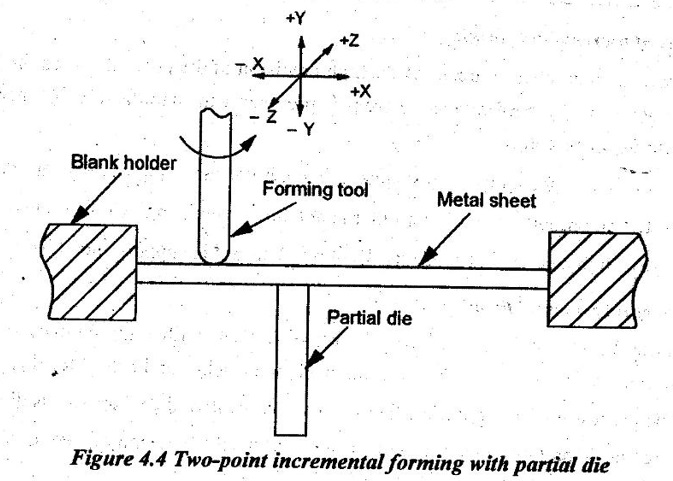
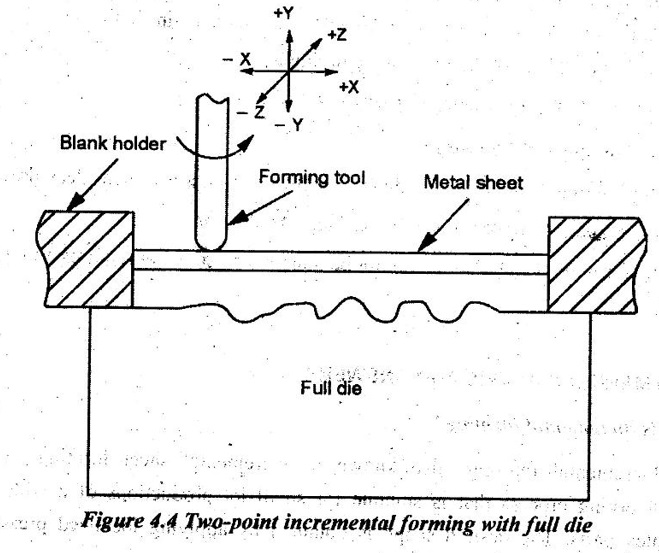
BULK DEFORMATION PROCESSES Incremental forming, also known as incremental sheet forming, is a dieless metalworking process that is suitable for small lot productions of a wide variety of complex parts. The desired shape is obtained by applying localized pressure with a deforming tool that moves along a metal sheet. A sheet is shaped into the final part shape by progressively applying small increments of deformations using a round-tipped or hemispherical head tool, typically 5 to 20 mm in diameter. The tool is mounted on a CNC machine or a robot arm, and its motion is controlled by a computer program that generates the tool path. The sheet is clamped in its plane (the horizontal plane) and the forming tool is moved both horizontally and vertically to follow the contour of the part being formed. As the tool moves, it indents into the sheet by small amounts (typically, 1 mm in depth) in each pass and creates the desired shape. During the forming process, a designed 3D shape is dispersed into levels of 2D shape so that the forming tool moves down to the next contour when the present contour is finished and the distance between the adjacent contours is called the step-down size. Since the sheet metal is formed incrementally, the formability and potential of material can be fully explored. 1. Classification of Incremental Sheet Forming The Incremental forming processes are broadly classified into two categories: (a) Conventional Incremental Sheet Forming (CISF): In this process, generally a sheet of metal is deformed by progressive and localized plastic deformation using a simple hemispherical/ballpoint tool, and this path of the forming tool is controlled by a CNC machine. The forming tool moves over the surface of the sheet and results the final shape. There is no other tool or external pressure applied for deforming the sheets into the desired shape. The conventional incremental forming process can be further classified as follows: (i) Single-point incremental forming or Negative dieless forming: In this type, only one forming tool moves over the surface of the sheet as shown in Figure 4.1. (ii) Two-point incremental forming or Positive dieless forming: In this type, two tools, one called forming tool and another one supporting tool, move over the surface of the sheet as shown in Figure 4.2. (b) Hybrid Incremental Sheet Forming (HISF): This process is the modified forms of conventional incremental forming. In this process, forming tool moves over the surface of sheet metals, while the another side of surface of sheet metals is supported by pressurized hydraulic fluid, partial die or full die to get the desire shape and size. Hybrid incremental forming processes are further classified as follows: (i) Single-point incremental hydro-forming: This process is different from conventional SPIF process in such a way that a single tool moves over one side of the surface of the sheet metals and other side of surface of sheet metals is supported by the pressurized hydraulic fluid as shown in Figure 4.3. (ii) Two-point incremental forming with partial die: In this type, a single tool moves over one side of the surface of the sheet metals and other side of surface of sheet metals is supported by a partial die to get the desire impression as shown in Figure 4.4. (iii) Two-point incremental forming with full đie: In this type, a single tool moves over one side of the surface of the sheet metals and other side of surface of sheet metals is supported by a full die to get the desire shape and size as shown in Figure 4.5. Applications of incremental forming: 1. There are a number of areas, where high precision of the products is required for the accuracy of the performance. Areas of products can manufacture by incremental forming are as follows: (a) Aerospace industry: Instrument panel, body panel, passenger seat cover, etc. (b) Automobile: Door inner/outer panel, hood panel, engine cover, etc. (c) High customized products: Denture plate, ankle support, metal helmet, etc. Advantages of incremental forming: 1. Useable parts can be formed directly from CAD data with a minimum of specialized tooling. A conventional CNC milling machine or lathe can be used for this process. 2. The process does not require either positive or negative dies; hence, it is dieless. 3. Changes in part design sizes can be easily and quickly accommodated, giving a high degree of flexibility. 4. Making metal rapid prototypes is normally difficult, but easy with this process. 5. The small plastic zone and incremental nature of the process contribute to increased formability, making it easier to deform low formability sheet, 6. The size of the part is limited only by the size of the machine. Forces do not increase because the contact zone and incremental step size remain small. 7. The surface finish of the part can be improved. 8. The operation is quiet and relatively noise free. Limitations of incremental forming: 1. Forming time is much longer than competitive processes such as deep drawing. 2. This process is limited to small-size batch production. 3. The forming of right angles cannot be done in one step, but requires a multi-step process.1. INCREMENTAL FORMING
Manufacturing Processes: Unit III: Bulk Deformation Processes : Tag: : Classification, Working Principle, Operations, Advantages, Disadvantages, Limitations, Applications - Bulk Deformation Processes: Incremental Forming
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation