Manufacturing Processes: Unit V: Manufacture of Plastic Components
Bonding of Thermoplastics
Types, Working Principle, Operations, Advantages, Limitations, Applications
Polymers have a range of applications that far exceeds any other class of material available.
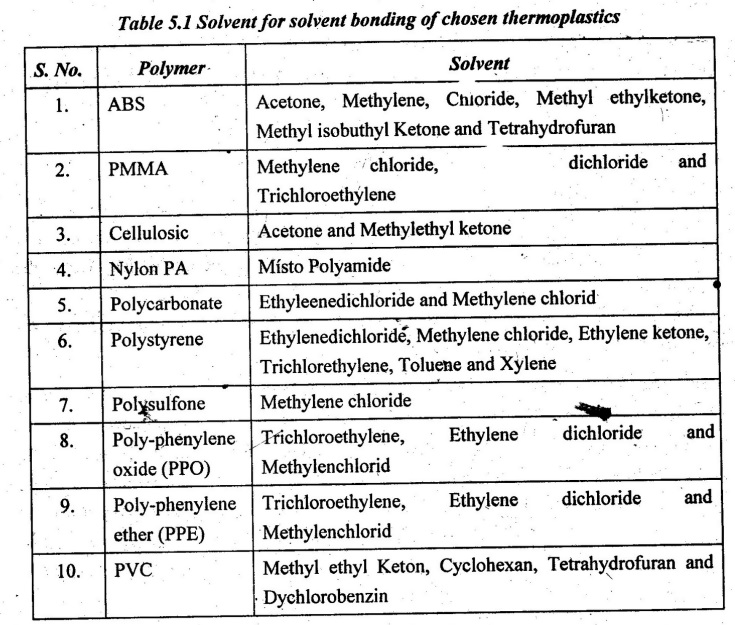
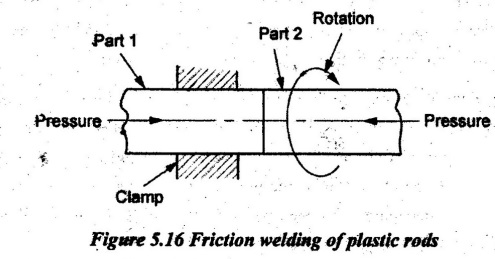
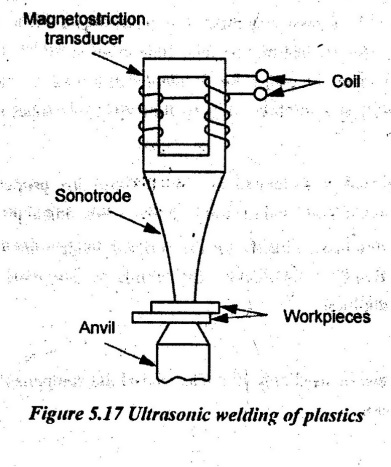
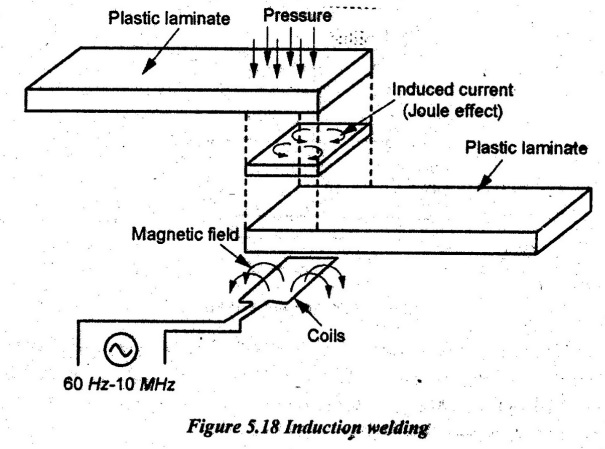
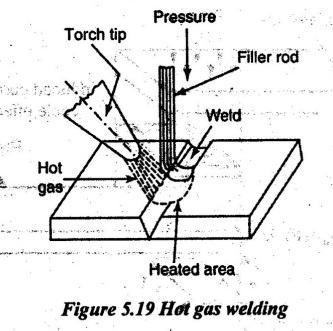
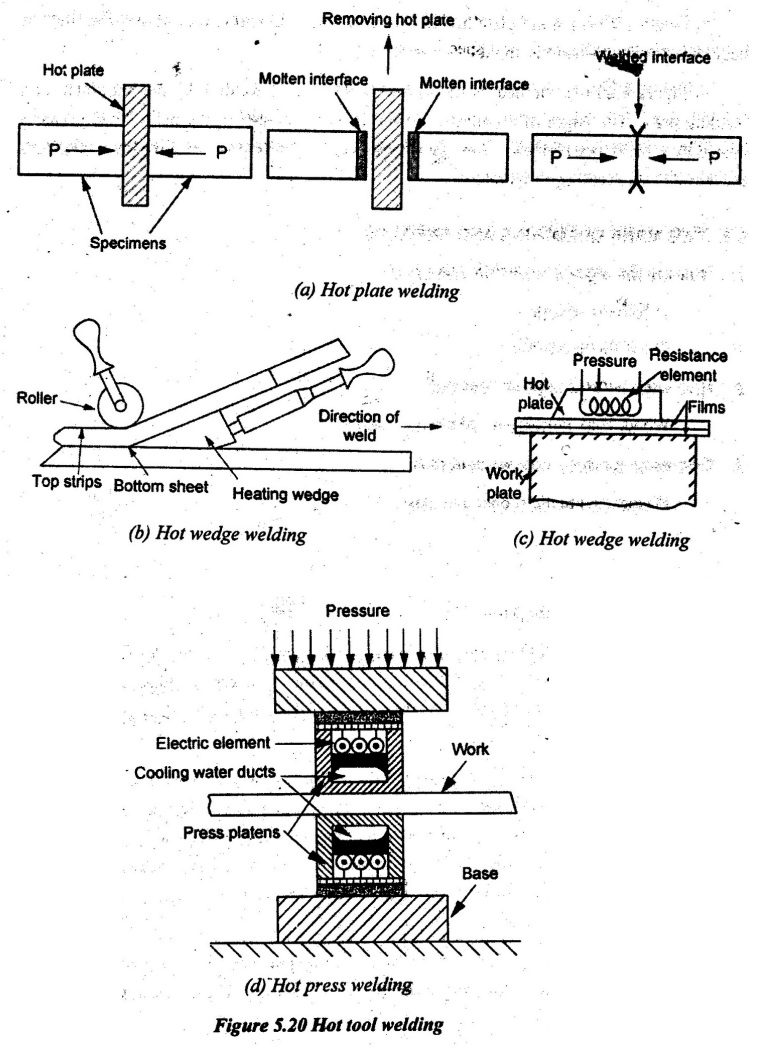
BONDING OF THERMOPLASTICS Polymers have a range of applications that far exceeds any other class of material available. Joining is a critical step in the manufacture of components from polymers and polymeric composites. As the requirements for the component increase, the requirements for joining will also increase. Unlike thermosetting resins, thermoplastics may be remelted after they are formed. They may also be joined using several different assembling processes. Joining plays an important role in manufacturing of composite structures in marine, automotive and aerospace industries. Today, joining thermoplastic composite structures is becoming increasingly important since thermoplastic composite usage is rapidly replacing metallic and thermoset composite counterparts to better withstand typical static and fatigue loads. Joining is generally the final step in any fabrication cycle. The effectiveness of the joining operation can have a large influence on the application of any polymer or composite material. There is a variety of joining techniques for polymer products. The methods for joining plastics and composites can be divided into the following three major categories: 1. Mechanical fastening, 2. Adhesive and solvent bonding, and 3. Welding or fusion bonding. Mechanical fastening uses the additional parts such as metallic screws, bolts, washers, rivets or it relies on integrated design elements such as snap-fit or press-fit joints. Mechanical fastening can be used to join both similar and dissimilar materials. For example, mechanical fastening is commonly used when joining a plastic to a metal, producing either permanent joints or connections that can be opened and sealed again. The advantages of this approach are that no surface treatment is required and disassembly of the components for inspection and repair is straight forward. The main limitations are increased weight, the presence of large stress concentrations around the fastener holes and subsequent in-service corrosion problems. The typical applications of mechanical fastening are in aerospace, automotive and construction industries. In adhesive bonding, an adhesive is placed between parts to be bonded (adherents) where it serves as the material that joins the parts and transmits the load through the joint. In solvent bonding, the application of a solvent at the bond line induces the sufficient mobility for the polymer chains to inter-diffuse. In welding or fusion bonding, heat is applied to melt the polymeric material at contacting surfaces enabling through intermolecular diffusion and polymeric chains entanglement processes to form a joint. 1. Solvent Bonding Solvent bonding is a common technique used for joining injection moulded components. Especially, injection moulded components are of amorphous thermoplastics. When the components are bonded with this technique; the solvent dissolves the surfaces of the two components and allows the material to flow together. After the solvent is evaporated, it leaves a pure material-to-material bond. First, the surfaces of the parts are cleaned and the solvent cement is applied. The cement contains the solvent for the polymer together with a small quantity of the polymer to give the cement the consistency of syrup and making the application easier. Then, the parts are made to contact each other. The components can be safely set aside to dry after 40-60 sec of hold time but full bond strength will not be achieved for 24 to 48 hours. In some cases, it may be desirable to heat the assembly in an oven to drive the excess solvent. This process will allow the solvent to dissolve the surface of the components to produce the required polymer chain entanglement and then to permeate away through the materials. Both point surfaces should be shallow to avoid the entrapment of excessive amount of solvents. Locator pins or tongue and groove assemblies can help to provide a good part matching as well as easy part location after the application of solvents. Advantages of solvent bonding are good distributes stress over the bonded surface areas, it can provide bond instead of bosses and the bond could be hermetic. Big disadvantages of solvent bonding are that binder products cannot be disassembled, sufficient surface area must be available for proper joining and solvent vapors released may be hazardous. Adequate ventilation has to always be provided to avoid the possibility of health hazards posed by the use of solvents. It is necessary to avoid the direct contact with solvents. For many amorphous and some semi-crystalline, resins which has more than one solvent can be used for bonding. Several polymers and various types of solvent for solvent bonding are given in Table 5.1. Applications: There are many uses for solvent bonding in product fabrication including the sealing of fill and vent tubes to airtight products. It is used in manufacturing pipe systems and toys. 2. Adhesive Bonding Adhesive bonding is one of the most convenient methods of assembling thermoplastic parts or metal parts. Advantage of adhesive bonding is the possibility of joining similar or dissimilar materials. Adhesives distribute stresses over the entire bonded surface area and they can provide hermetic seal if needed. Other advantages are seen in easiness of application using manual or automatic equipment, elasticity, low costs, easy of repair etc. There are five major families of adhesives, each with a somewhat unique set of characteristics. The choice of proper type of adhesive, cure time, cure temperature, temperature resistance, application area etc. have to be taken into account. 1. Epoxy adhesives: Epoxy adhesives are known for their versatility. Their bond strength, electrical conductivity, temperature resistance can be modified to fit almost any specific application needs. Epoxides are made both in one and two part formulations. The two part system (2K) consists of resin and hardener that have to be mixed together in a defined proportion to achieve the required bond properties. One part epoxides (1K) require no mixing but they have to cure at elevated temperature. 2K systems are more widely used because they may be stored for long period and will not activate until mixed. Advantages of epoxides are good adhesion to bonded materials, high tensile and shear strength, good heat resistance and easy of cure. Disadvantages of this type of adhesive are brittles, low impact strength and relatively high cost. 2. Urethane adhesives: Urethane (or polyurethane) adhesives are primarily used in applications that require both high strength and flexibility. They are available in 1K or 2K systems. 1K system requires heat curing while 2K system may be cured at room temperature. Advantages of polyurethane adhesives are toughness, flexibility, impact strength, good abrasion resistance and high peel strength. Disadvantages are mainly poor strength at higher temperature, sensitivity, to some chemicals and moisture sensitivity in uncured state. 3. Acrylic adhesives: The acrylic adhesives used today provide the same attributes as the epoxide and urethane adhesives. In addition, they also offer the advantage of rarely needing primers. Acrylic bonds rapidly cure at room temperature with a setting time of approximately to 2 min and full cure within 30 min or less. The application of heat may be used to reduce the cure time. The advantages of acrylics lay mainly in high strength, superior toughness, fast curing and possibility to bond contaminated surfaces. Big disadvantages of acrylic adhesives are strong and problems with flammability. 4. Anaerobic adhesives: Anaerobic adhesives are 1K thermosetting adhesive families whose curing mechanism is triggered by the absence of oxygen. It eliminates the problem of premature curing. Curing occurs at the room temperature and higher curing temperature or ultraviolet radiation will increase the speed of the curing process. Anaerobic adhesives are excellent for critical sealing and bonding application where the strength is not needed. The advantages are mainly good solvents resistance, bond flexibility and good impact strength. Anaerobics are highly sensitive to surface cleanliness. 5. Cyanoacrylate adhesives: The cyanoacrylate adhesives are 1K fast curing systems. With normal setting time of 2 to 3 sec and full cure time of about 24 hours at room temperature, these adhesives arevery popular in tacking and quick contact assembly operations. Curing is initiated by the presence of humidity in the air. The advantages of cyanoacrylates are high strength but bond is brittle and have only limited impact and peel strength. Welding of plastics and their composites is the process of joining parts through heating in order to melt (or eventually soften) and fuse the polymer at the interface. The thermoplastics can be softened and melted as the temperature is increased. The heat source in fusion welding of thermoplastics is usually hot air or other gases. Actually, the heat melts the joint and the joint takes place by the application of pressure. The weldability of polymeric materials depends on whether they are thermosets, thermoplastics or elastomers. In the case of thermoset resins, a chemical reaction occurs during processing and curing as a result of irreversible cross-linking reactions in the mould. Neither moulded thermoset or chemically cross-linked elastomer (rubber) components can be reshaped by means of heating because the degradation occurs. Therefore, thermoplastics and thermoplastic elastomers can be remoulded by the application of heat and they can be fusion welded successfully. The common welding processes for plastics are described here. 1. Friction Bonding or Friction Welding Friction welding, also called spin welding, of thermoplastics is a long established technique usually employed for joining injection-moulded parts. Plastics are friction welded in the same way as metals, though the normal set-up consists of rotating one piece and keeps the other stationary as shown in Figure 5.16. However, large pieces can be welded by keeping them stationary and rotating a short insert between them. The quality of the weld depends on the speed of rotation, axial force applied and amount of plastic deformation involved. In this process, one of the substrates is fixed while the other one is rotated with a controlled angular velocity. When the parts are pressed together, the frictional heat causes the polymer to melt and a weld is created on cooling. Friction welding of PVC tubes and pipes is well developed. Prior to welding process, the ends of the tubes are sized by heating the tube ends in oil to 100°C for 3 to 4 minutes and then the tubes are clamped in gauge for 3 minutes followed by water cooling to room temperature. The welding is accomplished by rotating one of the tubes in a chuck. Advantages: 1. Because the heat is generated at the interface, the properties of the adjoining material are not affected and the joint has good mechanical properties. 2. Due to heat produced directly on the surfaces being joined, this process has the advantages of high welding rate, adaptability to automatic control and usability under field conditions. Limitations: 1. The process can be used only if at least one of the components is cylindrical so that it can be rotated. 2. The major limitation of this process is that the flash is formed at the joint. Therefore, at there is wastage of material. Also, it involves the additional cost in machining to remove this flash. Applications: 1. This welding process is used for domestic appliance components such as a cistern ball float... 2. It is used to make thermoplastic manifolds for the automotive industries. 2. Ultrasonic Welding or Ultrasonic Bonding Ultrasonic welding is a process in which mechanical vibrations of high frequency are used. Typical frequency ranges from 15 to 20 kHz. These high frequency vibrations induce molecular motion. Thus, the friction is created which is converted into heat. The ability to weld two or more components using ultrasonic welding depends on material physical properties, frequency, amplitude of ultrasonic wave and joint design. The main element of the welding machine is a transducer which converts high frequency energy supplied by ultrasonic oscillator into vibrations. The vibrations are applied to the work through a son trode which is set up on an anvil as shown in Figure 7. The mechanical sonetrode vibrations applied to the work cause the generation of heat in the plastic material. Pressure is applied to the softened material to complete the joint. Welding takes place at the same time as the high frequency voltage is applied to the transducer coil. Rigid plastics such as polycarbonate with low modulus of elasticity and low melting point respond best to ultrasonic welding. It is also possible to weld acetyl, nylon, polypropylene, high density polyethylene, acrylics, PVC, polystyrene and synthetic textiles by ultrasonic welding. Lap and tee spot joints are made best of all. Advantages: 1. It is used in mass production because the welding time are relatively short. 2. It is applicable for both amorphous and semi-crystalline thermoplastics. 3. It is used to bond dissimilar materials. 4. A large number of thermoplastics and a wide range of thickness can be welded. 5. Surface contaminants such as grease, graphite and electrolytes have no appreciable effect on weld quality. 6. The process is easy to apply and automate. Limitations: 1. Horn size is limited to design constraints. 2. The process and tools must be adapted to the materials to be welded Applications: 1. Food packaging and computer components. 2. Challenging and critical applications are the standard disposable butane lighter. 3. Vibration Welding or Vibration Bonding Vibration welding, also known as linear vibration welding, is a commercially used process that can be applied to almost in any thermoplastic material. In this process, the thermoplastic materials are placed in contact and put under pressure. An external vibration force is then applied to slip the pieces relative to each other which is perpendicular to the pressure being applied. The parts are vibrated through a relatively small displacement known as amplitude, typically between 1.0 and 1.8 mm, for a frequency of vibration of 200 Hz (high frequency) or 2-4 mm at 100 Hz (low frequency) in the plane of the joint. This vibration generates frictional heat at the joint line and causes local melting and some displacement of material into the weld flash. Finally, the vibration is stopped, the parts are aligned and the joint is allowed to cool under load to consolidate the weld. Frictional heat, which must be sufficient to melt and flow the plastic at the weld interface, is generated by a combination of time, pressure and amplitude and frequency of vibration. This technique is widely used in the automotive industry among other techniques. Advantages: 1. The parts of any shape can be joined. 2. The quality of joint is better than the joint obtained using rotating technique. 3. Weld time for large joint areas ranges from 5-15 seconds in making vibration welding about four times faster than hot plate technique. 4. Alignment of the finished parts is consistently good. Limitations: 1. Linear vibration welding requires more complex machinery than spin welding. 2. Capital cost of equipment is high. 3. It is difficult to weld three-dimensional joints. Applications: 1. Most industrial applications of vibration welding involve linear joints that are too long for ultrasonic welding. 2. The consumer products such as spectacle frames and type writer cover are made. 3. Industrial applications include filter housings, motor saw housings, heating valves, air induction ducting etc. 4. Induction Welding or Induction Bonding Induction welding utilizes inductive heating for melting down the polymer matrix in the joining zone. The components to be welded are submitted to an alternating electromagnetic field. When there are electrically conductive loops in the component, for example carbon fibre reinforcement, eddy currents are induced. It results in efficient localized heating of the plastic laminate. To increase the amount of heat generated, a very high frequency current in the range of 30 to 40 MHz or even higher is used. Generally, no filler material is used. As the heat is generated directly in the body of the workpiece being welded, welding speed is high and the electrodes are not overheated. Advantages: 1. Welding speed is high. 2. Production rate is high. 3. Three-dimensional welds are also possible. 4. The welds produced are tight and strong. 5. The process can be easily automated to weld films, sheets and tubes. Limitations: 1. Only those plastics which are imperfect dielectric can be welded by this process. 2. It is difficult to make butt, fillet and tee joints. Application: Induction process is used to make spot, statio-jig and scam welds. 5. Hot Gas Welding It is similar to oxy-acetylene welding of metals. The only difference is that the open flame of oxy-acetylene welding is replaced by a stream of hot gas. The gas used in this type of gas welding may be compressed air, oxygen or carbon dioxide, nitrogen, fuel gas, acetylene or hydrogen. The working principle of hot gas welding is that the hot gas from torch heats the edges of the thermoplastic workpiece and the filter rod melts to viscous fluid state. If the filler rod is forced down by hand, it welds the softened edges and forms a weld. It is similar to gas welding. Figure 5.19 illustrates the hot gas welding process. To ensure welding, adequate temperature and pressure must be applied to the rod along with the use of the correct welding speed and gun position. Advantages: 1. The welding process is easy to use. 2. Therinoplastics can be welded easily. Limitations: 1. It is slow manual process. 2. This process cannot be used in mass production. 3. The tensile strength of welded joints is less. Applications: 1. Hot gas welding is frequently used to weld vinyl plastics, polysty-rene and some other plastic materials. 2. It is used for fabricating pipelines, pond liners and a wide variety of vessels. 3. The major use of hot gas welding is in the production of very large fabrications Ke made from sheet materials, for example, ducting and ventilator hoods for chemical plant installations. 4. It is used to join broken plastics easily. 6. Hot Tool Welding In hot tool welding process, a hot tool transfers the heat to the plastic workpiece by direct contact. The four different hot tool welding processes which are used to join the plastics are shown in Figure 5.20. These are hot plate, hot wedge, hot plate, strip heater or a press. In hot plate welding, the heated blade is placed between surfaces to be joined as shown in Figure 5.20 (a). After the hot plate has softened the surfaces, the plate is rapidly withdrawn from it. Then, the joint is completed by applying pressure. The fused surfaces are allowed to cool. Thus, a joint is formed. The tool is often coated with non-stick material (teflon) to act as a release agent. This process can be used to make butt and lap joints over the entire surface of contact at the same time. In Figure 5.20 (b), a heating wedge is placed between surfaces to be joined and it is moved along the line of welding as the edges are softened. The pressure for welding is given by rollers to complete the joint. In Figure 5.20 (c), a hot plate heated by a resistance element is moved over the films to be joined and the pressure is applied to complete the joint. In Figure 5.20 (d), the heat is transferred to the area of welding by the hot platen of a welding press. The edges of the plastic are scared and champed in the press having platens heated by a resistance element. They are allowed to stay under pressure after the workpieces are raised to the welding temperature.1. Adhesive and Solvent Bonding Methods
2. Welding or Fusion Bonding Methods
Manufacturing Processes: Unit V: Manufacture of Plastic Components : Tag: : Types, Working Principle, Operations, Advantages, Limitations, Applications - Bonding of Thermoplastics
Related Topics
Related Subjects

Manufacturing Processes
ME3393 3rd semester Mechanical Dept | 2021 Regulation | 3rd Semester Mechanical Dept 2021 Regulation