Manufacturing Technology: Unit II: Turning Machines
Automatic lathes
Turning Machines - Manufacturing Technology
Automatic lathes or simply automatics are machine tools in which all operations required from beginning to finish off the workpiece are automatically done without giving attention of an operator.
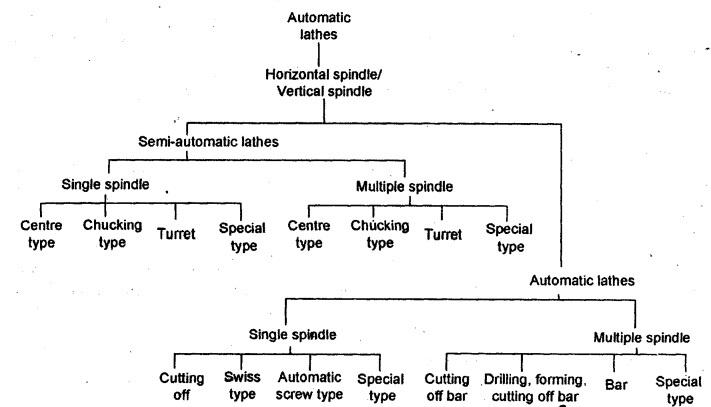
AUTOMATIC LATHES Automatic lathes or simply automatics are machine tools in which all operations required from beginning to finish off the workpiece are automatically done without giving attention of an operator. These machines are meant for producing identical parts without the participation of an operator. All operations including loading and unloading are automatically done. By using the control system, all working and idle operations are performed in a definite sequence. Highly automated lathe machines are generally classified as automatics and semi- automatics. Automatics or automatic lathe machines are machine tools with fully automatic work cycles. In this lathe, both the workpiece handling and machining operations are performed automatically. Operations right from feeding and clamping of the job to different machining operations to produce final shape are done automatically by following a particular order. Examples of such automatics are numerically controlled (NC) lathes, transfer machines, etc. Semi-automatics are machine tools are machine tools performing only machining operations automatically. Other operations such as loading the bar stock, starting the machine, checking the work size and unloading the finished component are done manually. Automatics and semi-automatics are primarily designed to perform the following machining operations: (i) Centering (ii) Turning cylindrical, tapered and formed surfaces (iii) Drilling (iv) Boring (v) Reaming (vi) Spot facing (vii) Knurling (viii) Thread cutting (ix) Facing (x) Cutting off. 1. Mass production of identical parts is highly achieved. 2. High accuracy is maintained. 3. Time of production is minimized. 4. Less floor space is required. 5. Unskilled labour is enough. It minimizes the labour cost. 6. Constant flow of production occurs. 7. One operator can be utilized to operate more than one machine. 8. The bar stock is automatically fed. Automatic lathes are classified in various way as follows. 1. Classification according to the type of work material used: a) Bar stock machine: In these machines, collets are used for holding the work. The work material is in the form of bar or pipe stock. Bar feeding mechanism is used for feeding the bar stock. Components such as screws, nuts, bushes, rings, studs are produced on this machine. b) Chucking machine: These machines are used to produce components in the shape of separate blanks. These blanks may be either forgings or castings. They are held in jaw chuck or special fixtures. The feeding of the blanks is done by magnetic loading devices. Hence, this machine is called magazine loaded automats. 2. Classification according to the number of Spindles: a) Single spindle automats: These machines have only one spindle. So, one component can be machined at a time. Automatic cutting off machines, automatic screw cutting machines and Swiss type machines belong to this type. b) Multi spindle automats: These machines have 2 to 8 spindles. But, 4 and 6 spindle machines are commonly used. Operations are performed simultaneously in all spindles. Hence, the rate of production is very high. Multi spindle machines are of two types. They are parallel action type and progressive action type. 3. Classification according to the arrangement of spindles: a) Horizontal spindle type: In this type, the spindles are in a horizontal position. They are used for machining long jobs of small diameters. b) Vertical spindle type: In this type, spindles are in vertical position. These machines are heavier and stronger. They can accommodate larger blank diameter but shorter in length. But, they occupy less floor area. 4. Classification according to the feed control: a) Single camshaft rotating at constant speed: Here, a single camshaft controls the working and idle motions of the tool. The idle motion and working motions take place at the same speed. Hence, the cycle time is longer. b) Single camshaft with two speeds: The camshaft rotates at slow speed for working motions and rotates at a faster speed during idle motions. Hence, the idle time is reduced. c) Two camshafts: This machine consists of two camshafts. (i) Main camshaft (ii) Auxiliary camshaft. The tool movements during working motions are controlled by the main camshaft. The main camshaft rotates at slow speed. The tool movement during idle motion is controlled by an auxiliary camshaft. This camshaft rotates at a faster speed. Hence, the idle time is reduced. 5. Classification according to the use: a) Single purpose machine: This machine is designed to produce a single component of fixed shape and size. It is used in production lines of a single product. b) General purpose machine: In this machine, a variety of components can be produced. The machine can be set for components with slight variations in shape and size.1. Advantages of Automatic Lathes over Conventional Lathes
2. Classification of Automatic Lathes
Manufacturing Technology: Unit II: Turning Machines : Tag: : Turning Machines - Manufacturing Technology - Automatic lathes
Related Topics
Related Subjects

Manufacturing Technology
ME3493 4th semester Mechanical Dept | 2021 Regulation | 4th Semester Mechanical Dept 2021 Regulation