Manufacturing Technology: Unit I: Mechanics of Metal Cutting
Attributes of each tool nomenclature
Mechanics of Metal Cutting - Manufacturing Technology
The amount of rake angle to be provided in a tool depends on the following factors:
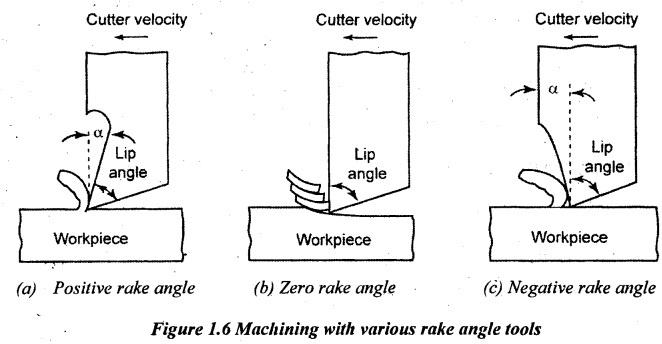
ATTRIBUTES OF EACH TOOL NOMENCLATURE Usually, the rake angles are provided for the following functions: 1. To allow the chip flow in any convenient direction. 2. To reduce the required cutting force. 3. To provide keenness to the cutting edge. 4. To improve the surface finish. The amount of rake angle to be provided in a tool depends on the following factors: 1. Type of material to be cut. 2. Type of tool material being used. 3. The depth of cut. 4. The rigidity of the tool holder and condition of the machine. Rake angle have a great effect on the cutting forces. Figure 1.6 (a), Figure 1. 6 (b) and Figure 1.6 (c) show a tool with positive, neutral and negative rake angles respectively. Increasing and decreasing or keeping the rake angle negative and positive, the cutting force and power thereby increases and decreases respectively. A higher value of rake angle weakens the cutting edge. (a) Positive rake angle The slope given to tool face in such a way that it should be away from the cutting edges and slant towards the back or side of the tool. In most of the applications, the positive rake is provided on the tool face. Generally, positive rake angle: (a) makes the tool more sharp and pointed. It reduces the strength of the tool, as the small included angle in the tip may cause it to chip away. (b) reduces cutting forces and power requirements. (c) helps in the formation of continuous chips in ductile materials. (d) can help avoid the formation of a built-up edge. When will be the positive rake angles used? (i) To machine the work hardened materials (ii) To machine low strength ferrous and non-ferrous metals (iii) To turn the long shaft of smaller diameters (iv) To machine the metal having lesser recommended cutting speeds (v) To machine the workpiece using small machine tools with low horsepower. (b) Zero rake angle: No slope is provided on the tool face known as zero rake. So, the tool face is parallel to the shank. Usually, tools made of brass materials have zero rake angle. It increases the strength of the tool and avoids welding the chip over work surfaces. (c) Negative rake angle: The slope given on the tool face in such a way that it should be away from the cutting edge but upward towards the back or side of the tool. When the negative rake angle is used, the shear strain is more but for practical range, the negative rake angle has higher cutting force than positive rake angles. A negative rake angle increases the tool force to some extent. These difficulties may be rectified by giving additional support to the cutting edge. The negative rake is generally provided on cemented carbide tools. Negative rake angle: (a) makes the tool more blunt, increasing the strength of the cutting edge. (b) increases the cutting forces. (c) can increase friction thereby resulting in higher temperatures. (d) can improve surface finish. When will be the negative rake angle used? (i) To machine high strength alloys. (ii) The machine tools are more rigid. (iii) The feed rates are high. (iv) To give heavy and interrupted cuts. Advantages of providing negative rake: (i) It can be used in high-speed applications. (ii) It decreases tool wear. So, the tool life will increase. (iii) The heavier depth of cut can be taken. 2. Back rake angle: The size of the angle depends upon the material to be machined. When the back rake angle increases, the cutting force will decrease because of small shear strain. If the material is softer, the greater angle should be given whereas the material is harder, smaller angle is enough. i.e., Aluminium requires mere back rake angle than cast iron or steel. 3. Side rake angle During the cutting process, the chip curling or the amount of chip bend depends on side rake angle. If the side rake angle is larger, the amount of power required to cut and bend the chip will decrease. Hence, it produces a better surface finish. 4. Clearance angle or relief angle: Both side and end clearance angles are given to the tool to prevent the rubbing of the job on the tool. (a) Front clearance angle: This angle prevents the front flank rubbing against the work. The minimum clearance is needed to support the tool outting edges. It increases for larger diameter workpiece. (b) Side clearance angle: It prevents the tool from rubbing against the work while applying longitudinal feed. It varies depending on the amount of feed. It increases with increase in feed. 5. Cutting edge angles: (a) Side cutting edge angle: The effects of the side cutting edge angle are as follows: 1. At the same feed rate, increasing the side cutting edge angle increases the chip contact length and decreases the chip thickness. As a result, the cutting force is dispersed on a longer cutting edge and tool life is prolonged. 2. Increasing the side cutting edge angle increases the normal force. Thus, thin, long workpieces suffer from bending in some cases. 3. Increasing the side cutting edge angle decreases the chip control. 4. Increasing the side cutting edge angle decreases the chip thickness and increases chip width. Thus, the breaking of chips is difficult. (b) End cutting angle: The effects of the end cutting edge angle are as follows: 1. Decreasing the end cutting edge angle increases cutting edge strength but it also increases the cutting edge temperature. 2. Decreasing the end cutting edge angle increases the back force and it can result - in chattering and vibration while machining. 3. Small end cutting edge angle for roughing and large angle for finishing are recommended. (6) Nose radius: The effects of the nose radius are as follows: 1. Greater nose radius removes the previous marking formed by shearing action and it obtains better surface finish. 2. It increases the strength of cutting edge. 3. Heat accumulation is reduced. 4. Cutting force is reduced slightly.1. Rake angle:
Manufacturing Technology: Unit I: Mechanics of Metal Cutting : Tag: : Mechanics of Metal Cutting - Manufacturing Technology - Attributes of each tool nomenclature
Related Topics
Related Subjects

Manufacturing Technology
ME3493 4th semester Mechanical Dept | 2021 Regulation | 4th Semester Mechanical Dept 2021 Regulation