Manufacturing Technology: Unit I: Mechanics of Metal Cutting
Analysis of cutting forces in orthogonal cutting
Mechanics of Metal Cutting - Manufacturing Technology
For designing of cutting tool, it is necessary that the various forces acting on a tool are very important.
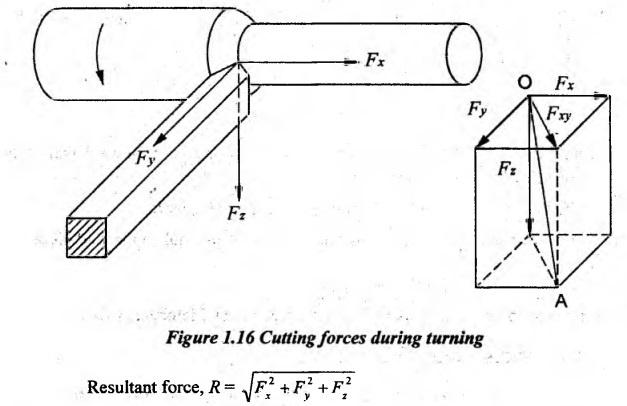
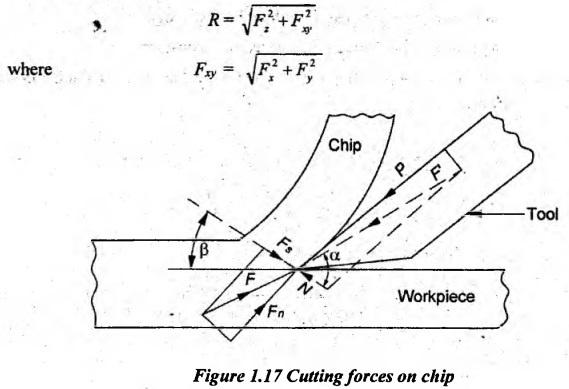
ANALYSIS OF CUTTING FORCES IN ORTHOGONAL CUTTING For designing of cutting tool, it is necessary that the various forces acting on a tool are very important. During cutting (turning) process on a solid bar, the following three components of cutting forces are mutually acting right angle. The longitudinal force acts in the direction parallel to the axis of the work but in the direction opposite to feed. It represents the resistance to the longitudinal feed of the tool. Longitudinal force is usually about 50% as great as the tangential force. Since the feed velocity is usually very low in relation to the velocity of the rotating workpiece, longitudinal force accounts only for 1% of the total power required. The radial force acts in a radial direction i.e. perpendicular from the centre line of the workpiece. The radial force is generally the smallest of the three, often about 50% as large as the longitudinal force. Its effect on power requirement is very small because the velocity in the radial direction is negligible. It acts in a direction tangential to the revolving workpiece and it represents the resistance to the rotation of the workpiece. It acts in the direction of the main cutting motion. In a normal operation, the tangential force is the highest amount of the three forces and accounts about 98% of the total power required by the operation. In orthogonal cutting, these three components are reduced into two components. So, the resultant force is given by The various forces acting on the tool and workpiece are as shown in Figure 1.17. • Force Fs acts along the shear plane and it gives the resistance to shear of the metal in forming the chip. • Force Fn acts normal to the shear plane. This force acts as a backing up force on the chip provided by the workpiece. • Force F is the resultant of Fs and Fn. • Frictional force P is the frictional resistance of the tool acting downward against the motion of chip as it moves along the tool face. • Force N is the normal force on the tool face provided by the tool. • Force F'is the resultant of P and N and it is exerted by the tool on the workpiece. The relations between various forces are worked out by Merchant as follows.(i) Longitudinal force or feed force (Fx):
(ii) Radial force or thrust force (Fy):
(iii) Tangential force or cutting force (Fz):
Manufacturing Technology: Unit I: Mechanics of Metal Cutting : Tag: : Mechanics of Metal Cutting - Manufacturing Technology - Analysis of cutting forces in orthogonal cutting
Related Topics
Related Subjects

Manufacturing Technology
ME3493 4th semester Mechanical Dept | 2021 Regulation | 4th Semester Mechanical Dept 2021 Regulation